国圻防腐钢管,柳州地埋DN3PE防腐钢管厂家/价格%(多少钱每米)
-
¥126.00
及时发货
交易保障
卖家承担邮费
双面埋弧螺旋焊钢管20万吨,产品执行SY/T5037-2012标准和GB/T9711-2011标准。直缝焊管、无缝化钢管生产线两条,涂塑复合钢管,直径年生产5万吨;产品主要用于石油、煤气、水、蒸汽等流体长途输送管线及供热、疏浚、化工、制冷、井壁套管、打桩等工程配套直管的涂层复合管采用六角打捆包装,打捆前管子两端应戴上塑料帽。公称外径不小于300mm涂层复合管不进行打捆,对外塑料涂层包装上保护层,焊有法兰的涂层复合管两端戴上保护套。无缝钢管、直缝钢管、热轧钢管、热扩钢管、焊接钢管、防腐钢管、保温钢管、石油管道、2PE/3PE聚乙烯防腐、FBE溶解环氧粉末钢管防腐、环氧煤沥青防腐涂料、钢管水泥沙浆衬里防腐、黑黄夹克保温钢管。也可根据供需双方商定的方式进行包装。每个包装件上有产品合格证,合格证上应有以下内容:
(1)产品名称、规格型号、数量、标准编号;
(2)生产日期、批号;
(3)矿用产品安全标志标识及证书编号;
榆林燃气管3pe防腐 加强级3pe无缝管 3pe防腐钢管厂家 河北新闻资讯,今日获悉:燃气输送3PE防腐管道管道(钢管)在不同的工作环境中使用,为减缓或防止管道在外介质的化学、电化学作用下或由微生物的代谢活动而被侵蚀和变质在其外壁上涂2层或3层聚乙烯(3PE)以达到管道防腐,3pe防腐管使用寿命延长3-5倍。(1)通过对欧洲聚乙烯防腐层30年应用史的回顾,虽然理论上剥离防腐层下会发生腐蚀或应力腐蚀开裂,但目前还没有发生剥离防腐层下出现膜下腐蚀或应力开裂
(1)不需管坯作原料,可节约制管设备及模具费用,且可得到恣意大直径而壁厚相对较薄的碳钢弯头。
(2)坯料为平板或可展曲面,因此下料简单,精度容易,组装焊接便当。
(3)由于上述二条缘由,能够缩短制造周期,消费本钱大大降低。因不需求任何设备,特别合适于现场加工大型碳钢弯头。
L245弯头是改变碳钢管道上管路方向的金属管件。连接方式有丝扣及焊接。按角度分,有45及90180三种常用的,另外根据工程需要还包括60等其他非正常角度弯头。碳钢弯头的基本工艺过程是:焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5倍的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。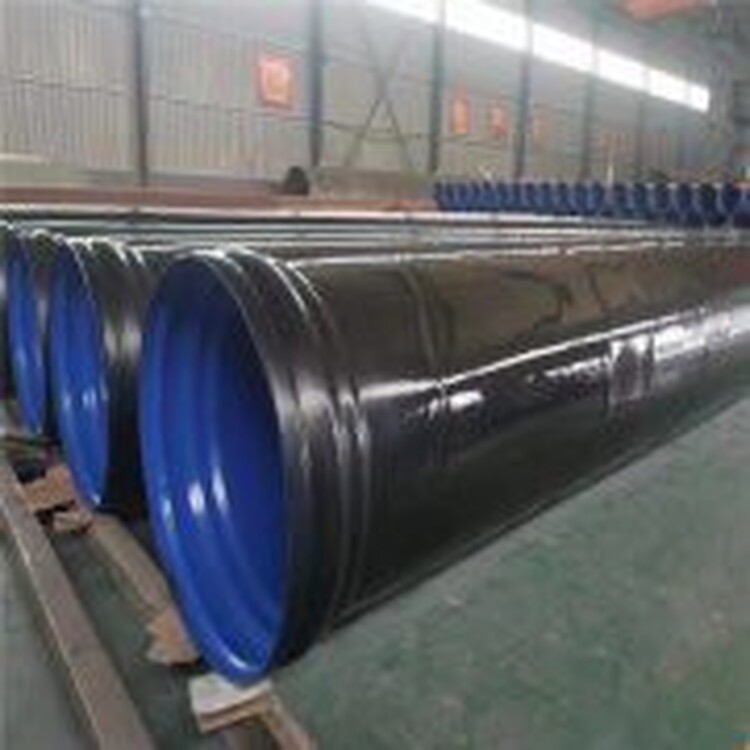
熔结环氧粉末分类:
1)按使用方法可分为:管道内喷涂用粉、管道外喷涂用粉、管道内外通用粉。管道外喷涂用粉又分为:单层粉、双层粉、三层结构防腐用粉。
2)按用途可分为:石油天然气管道用粉、饮用水管道用粉、消防管道用粉、煤矿抗静电通风管道用粉、化工管道用粉、石油钻杆用粉、管件用粉、船舶管道用粉、高盐水重防腐管道用粉等。
3)按固化条件可分为:快速固化、普通固化两种类型。快速固化粉末的固化条件一般为230℃/0.5~2min,主要用于管道外喷涂或三层防腐结构,由于固化时间短,生产,适合流水线作业;普通固化粉末的固化条件一般为230℃/5min以上,由于固化时间长,涂层流好,适用于管道内喷涂。
熔结环氧粉末的防腐方法:
主要有:静电喷涂法、热喷涂法、抽吸法、流化床法、滚涂法等。管道内涂敷一般采用摩擦静电喷涂法、抽吸法或热喷涂法;这几种喷涂方法都有一个共同特点,即喷涂之前需要将工件预热到某一温度,使粉末一接触即熔化,余热应该能使涂膜继续流动,进一步流覆盖整个钢管表面,是在钢管表面的凹陷处,以及焊缝两侧,熔融的涂料流入填,使涂层与钢管紧密结合,大限度减少孔隙,并在规定时间内固化,后用水冷却终止固化过程。
外壁防腐分类折叠2PE/3PE防腐和单层PE防腐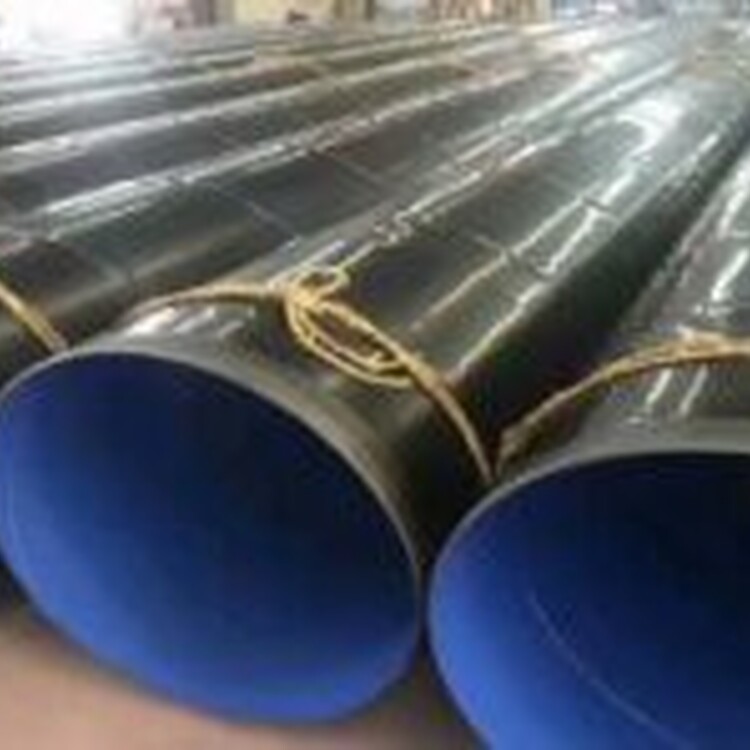
(一)、原材料接收、保管、检验、运输措施
1、聚乙烯、胶粘剂、环氧粉末、钢砂等主要材料按生产运行计划及时做出供应计划。
2、接收:接收地点:浙江金洲华龙防腐公司,接收时行外观检验,检查外包装是否合格;其次检数;再次检查合格证、产品质量证明书、质量担保书等,资料方可接收入库。
3、保管:原材料的保管严格按原材料的存贮要求执行。库房、厂房要做到通风、防温、防火、防盗,粉末库用保温库房,有空调器制冷,库内温度保持在25℃以下。
4、检验:按SY/T0413-2002标准和标书要求执行。原材料到货后及时取样,按生产日期、批次、批号,送业主批定有资质证书国家认可检验部门进行检验,合格后可出库。检验不合格及时通知监理和业主,并积极采取补救措施,得到监理和业主批准后方可使用。
5、运输:主材料在运输过程中要求分供方采取防温措施,用苫布盖好,严格防止包装破损,发现的破损另外存放退回分供方,粉末在运输过程中要求采用保温车运输,以粉末的质量。
(二)、钢管和防腐管的接收、保管、检验、运输措施
1、钢管的接收
钢管的接收要严格按SY/T0413-2002标准要求进行,对钢管厂生产的钢管在进入防腐厂时,要进行数量与码单的校对,并对钢管长度进行抽查,做到现场专人专管,日清日结,并办理好交接手续。
2、钢管和防腐管的保管
对钢管和防腐管的底部都采取两根枕木垫起,枕木间距为4-8米,管子距地距离不少于100毫米,对防腐椤枕木上用聚乙烯皮子或草辫子垫上,防止压坏防腐层。
3、钢管和防腐管的码放
严格按SY/T0413-2002标准和标书要求,码放层数多不超过四层,并在下一层两边分别用2块三角木挤住,以防滚垛。
(三)、钢管的检验
1、对钢管的检验要严格按SY/T0413-2002标准和标书要求进行;
2、检查每批钢管的标识是否清楚,是否有合格证,没有合格证的钢管不能接收防腐;
3、对钢管进行外观检查,包括钢管表面凹深、划伤、椭圆度、焊缝高度等是否合格,合格的接收并进行防腐,对于不合格的钢管做记录,分别堆放,如需处理后使用,经过监理同意。
4、对于钢管表面有底漆或严重油漆的坚决拒收,以防腐管的质量。
(四)、钢管和防腐管的运输
1、按SY/T0413-2002标准和标书要求,为钢管和防腐管不受损伤,对于运输过程中的车辆或车皮,均加木板或胶板等保护垫层;对汽车的立柱和底部要分别固定胶板;对火车车皮要在车箱底部和车箱两侧分别放两道20mmX250mm的木方,并固定牢固,以免装运倒掉。
2、装卸车时,要对吊装人员及司机进行教育,轻吊轻放,避免碰撞;并使用的吊钩在管子两头,以防吊坏管子坡口。
六、3PE外防腐工艺规范
1. 总则
1.1为埋地钢质管道挤塑聚乙烯三层结构防腐涂层€包含二层结构的涂敷质量,提高经济效益,特制定本规范。
1.2 本规范适用于三层结构和二层结构防腐涂层的涂敷工艺控制。
1.3 三层结构防腐涂层涂敷工艺,除应符合规范外,尚应 符合本公司提出的有关工艺技术要求。
1.4 引用标准
SY/T0413-2002《埋地钢质管道聚乙烯防腐层技术标准》。
2. 防腐层结构
2.1三层结构防腐由熔结环氧粉未、胶粘剂、聚乙烯组成。
2.2 二层结构防腐层由胶粘剂、聚乙烯组成。
3. 钢管表面处理
3.1清理钢管表面
对于钢管外表面附着的油脂和污物要清理干净,对油脂可用溶剂清洗或火焰烘烧。对其它污物可用铲除或吹扫方法清理,钢管内的沙石、泥土、铁屑等杂物用吹扫设备清扫干净。
3.2中频预热抛丸除锈前,用250KW中频感应加热装置将管预热至40℃一60℃,除掉钢管表面水份。在潮湿季节和冬季,预热温度应适当提高到80℃,钢管无水份,提高除锈效果及钢砂的清洁度。
3.3抛丸除锈参数
3.3.1抛丸除锈装置是一套密闭循环工作系统,通过控制传动线运行转数和抛丸器电机电流,其正常除锈工作。
3.3.2两台主电机电流直接显示抛轮的负荷状态,其电流显示值不得低于额定值,否则该台抛丸器喷砂量不足。
3.3.3传动线运行转数应根据除锈等级要求,以钢管表面受击的钢丸密度来确定,密度越大,除锈效果越好。一般要求进管传动、主传动、出管传动三级传动线运行转数应一致,传动线受力均匀和钢管不脱节。一般情况下,根据除锈等级、设备状况、钢砂投入量和新旧程度,可适当调整转数。除锈清洁度应控制在Sa2.5级逐根进行检查记录,锚纹深度应控制在50-75mm,每班检测两次并记录。
3.4钢砂投入量及处理方法
3.4.1 除锈工作前,应一次性投入4-6吨钢砂,将储砂箱充满。以抛砂量充足。
3.4.2 在生产过程中,每班清理落地砂一次,将其过筛后及时投入除锈机中,防止钢砂发生锈蚀,一般以500公斤/公里的比例及时投入新砂,机内钢砂的清洁及正常粒度。
3.4.3 若停机时间较长,应开机将机内钢砂循环几次,以免刚砂在机内结块,影响设备正常运行和除锈质量。
4.防腐层涂敷
4.1管端缠纸
4.1.1规格:根据留端长度规定及端头处理工艺要求选用强度较高的牛皮纸纸带,其宽度为比留端长度小10mm。
4.1.2 粘接剂:一般选CMC化学浆糊作为粘接剂,把纸带粘贴到钢管两端。
4.1.3 缠纸方法:用板刷在距管端100mm范围内,圆周方向6-8点均匀涂抹粘接剂,将纸带一侧与管端平齐,顺钢管涂敷转动方向紧密粘接,纸带搭接处用少许粘接剂粘牢,搭接长度为80一120mm,要求纸带粘接平整牢固。在纸带宽度之外的钢管表面不允许涂有粘接剂。
4.2涂敷传动线调整
4.2.1传动轮中心距的调整
对F426一F720规格钢管,传动轮中心间距可调整为580-650mm,其它规格应按管运行稳定性调整中心距。
4.2.2 传动轮角度的调整
各级传动线传动轮角度的调整,以涂层搭接线螺距100-120mm范围内进行调整。
4.2.3 运行速度
涂敷传动线分四个电机驱动,在涂敷生产时,四级传动线的涂敷转数要求一致,才能传动平稳。涂敷传动线的运行速度由控制台集中控制,其值应按相关工艺参数确定。
4.3防腐材料预处理
4.3.1环氧粉未一般在-10℃至25℃温度范围贮存。使用时,在常温下放置二小时后,可直接投入使用。
4.3.2 聚乙烯、胶粘剂干燥温度
聚乙烯胶粘剂采用干燥热空气进行干燥处理。热风干燥器的温度按表1设定。
热风干燥器的温度
单位:℃ 表1
聚乙烯热风干燥器 胶粘剂热风干燥器
80-140 60-120
4.4钢管加热
4.4.1中频装置参数应按以下设定:
电源电压: 380V-410V
中频频率: 1000Hz
冷却水压:大于1.5Mpa
4.4.2 温度控制: 钢管加热温度应按粉未固化曲线要求进行控制。一般应控制在180℃一230℃。
加热温度的高低,由调定中频功率来实现,测量温度时以在线测温装置的仪表显示和自动记录为准,也可用手持式测温仪进行监测。中频功率、运行速度、加热温度应每班记录一次。
4.4.3中频感应圈内径与钢管外径间隙不应超过50毫米,否则加热效率下降。
4.5粉未喷涂
4.5.1粉未喷涂是采用静电喷涂法将环氧粉未均匀地涂敷到钢管表面上,粉未设备主要参数控制如下:
静电电压:70一80KV
静电电流:20一45mA
喷粉压力:0.2-0.5Mpa
流化床压力:0.1一0.15Mpa
输粉压力:≥0.4Mpa
空气压力:0.02-0.15Mpa
以上参数每班记录一次。
4.5.2喷粉量的调整
通过增大或减小供粉压力,增加或减少喷枪数量都可以提高或降低喷粉数量。一般情况下采用多喷枪小压力的方式,可使喷粉均匀。
4.6挤塑胶粘剂
4.6.1 胶挤出机各区温度应按表2、表3、表4进行调定后自动控制,每班记录一次。