Q345B直角方管180x160x5低合金矩形管特殊用途
-
≥100吨¥3950.00
-
50-100吨¥3950.00
-
1-50吨¥4000.00
及时发货
交易保障
卖家承担邮费
Q345B直角方管 180x160x5低合金矩形管 特殊用途
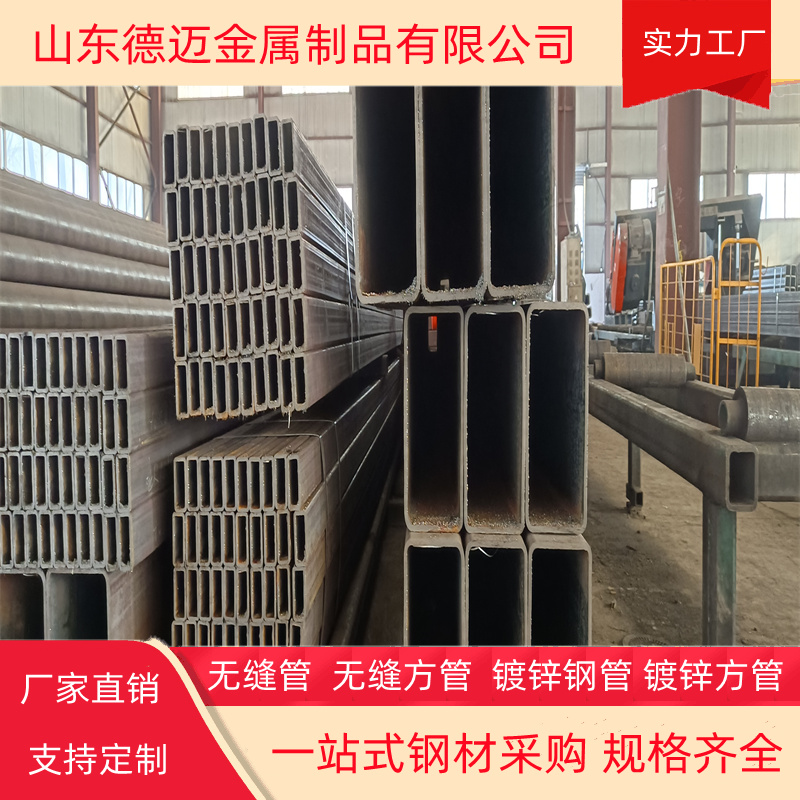
山东德迈金属制品有限公司是集生产、加工、销售于一体的综合性钢管企业。主要经营无缝方管,无缝方矩管,q345b无缝方管,q345c无缝方管,q355b无缝方管,q355c无缝方管,q355d无缝方管,16mn无缝方管,q345b无缝方矩管,q345c无缝方矩管,q355b无缝方矩管,q355c无缝方矩管,q355d无缝方矩管,16mn无缝方矩管,所生产方管矩形管的规格具备了全尺寸:20*20---600*600的方管,20*30---400*800的矩管,厚度:0.6mm---28mm,规格达2800多种。
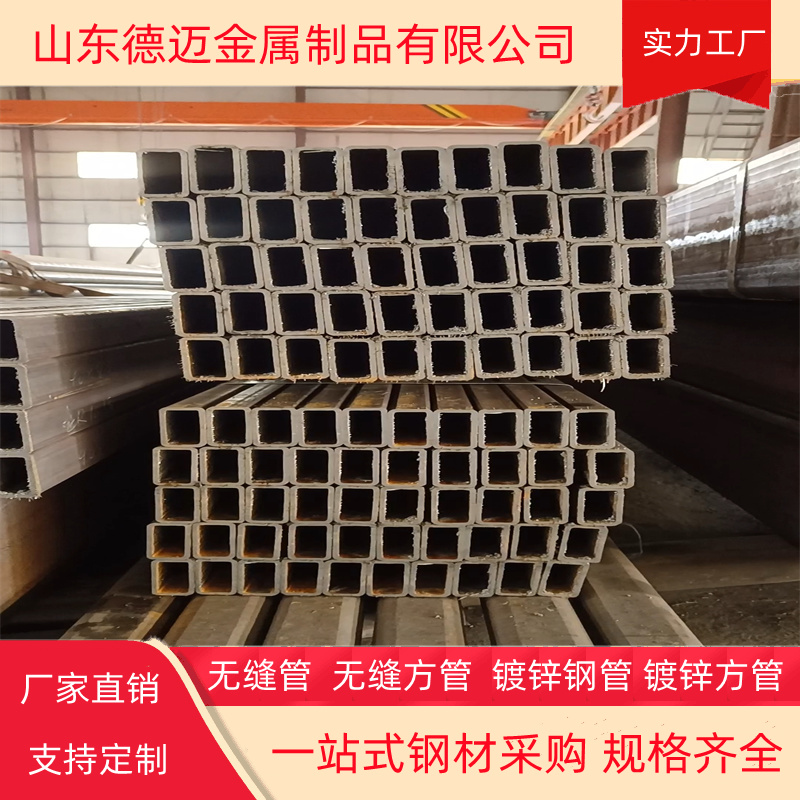
Q345B直角方管 180x160x5低合金矩形管 特殊用途当壁厚和边长都以毫米为单位时,4x壁厚x(边长-壁厚)算出的是每米长度方管的体积,以立方厘米(cm3)为单位,再乘以铁的比重每立方厘米7.85克,得出即为每米方管以千克为单位的重量[1]。①矩形直管在进口线上进行制作,以确保方管制作精度及方管的密闭性。②矩形方管配件的下料应在进口机器上运用计算机软件全自动化完成,并由进口的钣金等离子切割机上完成自动等离子切割工序。3、焊管工艺流程开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——终检查——包装4、无缝方管工艺流程圆钢——管坯——检验——加热——穿孔——定径——热轧——平头——检验——酸洗——球型退火——冷拔——成型——齐口——检验
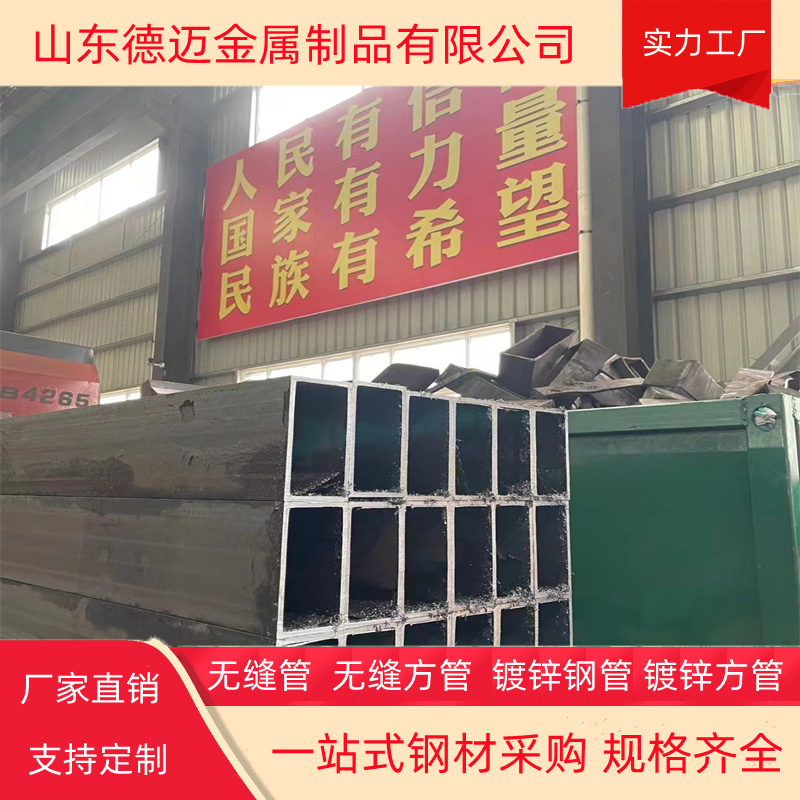
生产标准分类方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。345B镀锌方管是焊缝与镀锌管纵向平行的镀锌管。通常分为公制电焊镀锌管、电焊薄壁管、变压器冷却油管等等。生产工艺方管协会这样的报道直缝高频焊接镀锌管具有工艺相对简单,快速连续生产的特点,在民用建筑、石化、轻工等部门有广泛用途。多用于输送低压流体或做成各种工程构件及轻工产品。
本公司为天津无缝钢管厂、包头钢管厂、成都钢管厂、无锡钢管厂、宝钢钢管厂等各大钢管厂的合作企业,授权的代理商;同时公司下设有方管厂和直缝焊管厂两个大型制管厂。方管厂生产各种方矩钢管:无缝方矩管,合金方矩管,不锈钢方矩管,非标无缝方矩管。品种、质优并可办理来料加工业务,各种花型、多边型品种可以订做,数量不限。同时铁管、护栏管、扶手管、暖气管、装修管、各种异型钢管可订做加工。


公司将严格企业管理,强化产品质量,的设备为客户生产的产品,的团队为客户做好的服务。本着信誉,薄利多销的原则,以的服务,灵活的经营模式开拓市场;在广大新老客户的大力协助支持下,不断发展壮大,已成为江苏较大型的无缝钢管生产经营公司。诚信是企业的生命,您的需要是我们的立业之本!
公司秉乘以质取胜.诚信服务.薄利多销之原则,经过两年经验积累,已逐步建立并完善了一整套销售及质量管理体系.
Q345B直角方管 180x160x5低合金矩形管 特殊用途随着国内经济建设,特别是在建筑行业的发展,方管和矩形管的广泛使用也增加,其增加的使用,它的性能也提出了严格的要求。现在的主要生产厂家,通常有两种方式,一般管工艺成型的标准是弯曲的,方管,又是什么呢?矩管的成型通常称为弯曲,这种弯曲的方法,然而,在方方管行业将归类为真正的弯曲,另一种是空的弯曲。其实,不用说,大家都知道,其实弯曲的过程中,方管矩压缩产生弯曲变形的现象,而内部和外部的方形和矩形管,双向真正的压力状态辊的内壁但是,根据人士,真正的弯曲的主要优点是相对较小的反弹,并在成形时,是非常准确的,在其辊型的数据,一般内角成型和更准确的准确。然而,这两种方法有一个缺点,就是矩形管弯曲出现在真实的,有可以伸缩,减少出现一般拉伸长度和厚度。然而,空弯的过程中,是弯曲矩形管压缩的行,并产生后的弯折线将被拉长的长度,和空弯产生增稠效果。这种方法的优点是,无论内角小于R弯曲,永远不会产生壁破损,缺点是,由于在同一时间从向上和向下的压力,成型力将超过负载,和将影响管长方使用。但是,在实际使用中尽可能的时候,尽量安排,并在施工过程中选择合适的地点和正确的操作。以上就是镀锌Q215焊接方管的主要特点,这也是镀锌方管在性能上的好的体现,这样选择镀锌Q215焊接方管时我们就知道该从何入手了。所以镀锌Q215焊接方管价格一直也是钢管市场市场的。结构⑵特的法兰结构:一改角钢法兰方管的外观效果,用机械连体法兰工艺替代传统的角钢法兰工艺。这其中又体现了它的特优势:
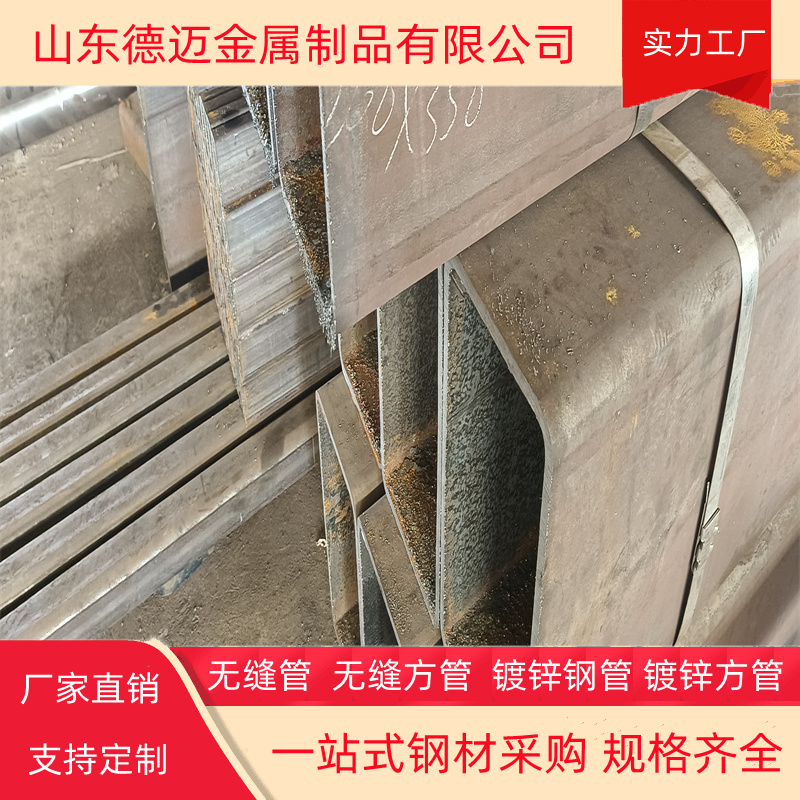
生产该产品完全依靠现有的设备和工艺,主要设备有60MN(6000t)挤压机和7MN(700t)的拉拔机及辅助设备。工艺流程:管坯→切断→镗孔→加热→穿孔→加热→挤压→酸洗→修磨→润滑→焊头→空拔→衬拔→探伤→定尺→包装。实施过程中出现的问题及处理办法:空拔主要参数如下:毛坯规格281mm13.5mm,毛坏酸洗后,经修磨壁厚达到成品的要求;道次空拉前规格273mm×13.0mm,然后涂灰和焊头:拉后规格口230mm×230mm×13.0mm:经二道次空拉后,方管表现为边部下凹,角度超差,没有达到设计的要求。分析原因后,从改进拉拔模的设计开始并改空拉为衬拉。