菏泽容器板切割-容器板零割轴承座货源充足
-
≥5吨¥1800.00
-
3-5吨¥1800.00
-
1-3吨¥2000.00
及时发货
交易保障
卖家承担邮费
菏泽容器板切割- 5.激光切割加工时穿刺点的选择激光束在开始穿透钢板时到进入零件轮廓切割的这一段时间,其切割速度在矢量方向上将有一个很大的改变,即矢量方向的90°,由垂直于切割轮廓的切线方向转为与切割轮廓的切线重合,即与轮廓切线的夹角为0°。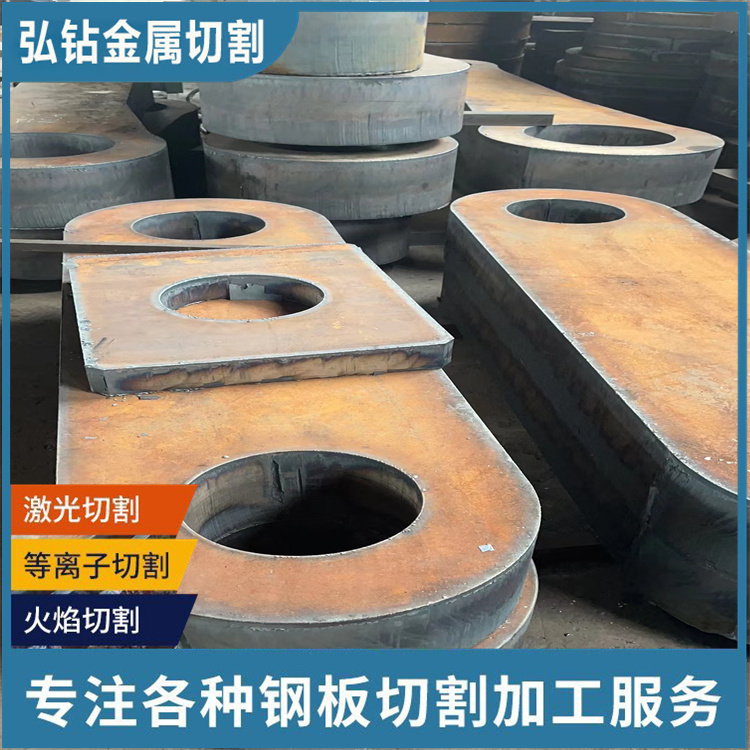
其实“冷缩”是一种自然规律,在数控切割机切割钢板的过程中,由于机器摩擦会对钢板产生不均匀的加热和冷却,材料内部应力的作用将使被切割的件发生不同程度的弯曲或移位----即切割热变形,具体是形状扭曲和切割尺寸偏差。
钢板切割-钢板零割 为确定钢板预热效果,应在加被面测试所需温度。注意:预热注意,要使正个钢板界面均匀受热,以免热源的区域出现局部过热现象。低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。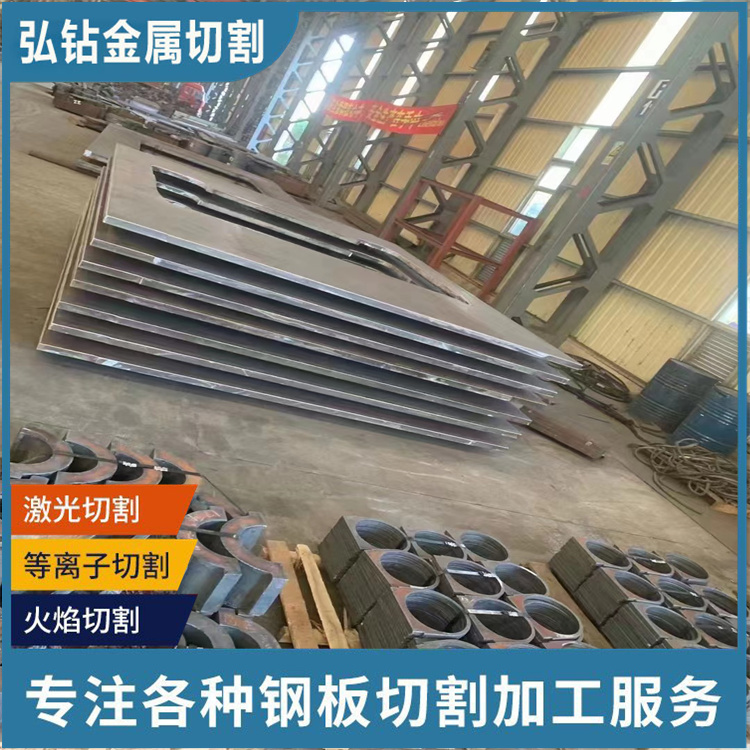
菏泽容器板切割-容器板零割轴承座 货源充足 指利用气火焰(氧-气)将被切割的金属预热到能够燃烧的燃点,再释放出高压氧气流,使金属进一步氧化并将燃烧产生的熔渣吹掉形成切口的过程。普通气带氧燃烧的火焰温度达不到带氧燃烧的火焰温度,添加增温助燃添加剂(如神麒气增效剂等)才能实现气切割所要求达到的切割温度。
5、还原性环境应用材料哈氏B系列改进过程中;在氧化还原复合环境中的哈氏C系列合金也在改进,其中哈氏合金由于更低的C,Si含量而一定程度上改进了焊接区域性能问题,但是仍旧不太满意,加上加性能没能加大改善;。
钢板加工切割过程中需要注意什么。1、在自动切割过程中,当将钢板提升到气割平台时,钢板的单端和导轨之间的距离差应在5mm以内。半自动切割时,导轨应放在待切割钢板的平面上,然后切割机应轻轻地放在导轨上。使带有割炬的一侧面向操,根据钢板厚度选择切割喷嘴,并切割直线度和切割速度。