黄山Q355C厚壁矩形管厂沣泽源250x150x6Q690方矩管
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
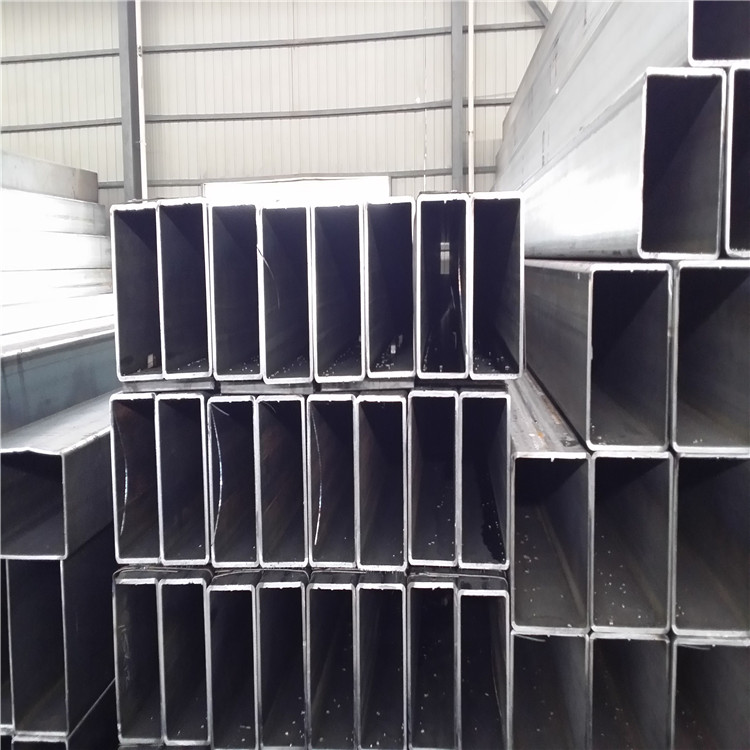
黄山Q355C厚壁矩形管厂 沣泽源 250x150x6Q690方矩管
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。
(a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管(b)按焊缝分——直缝焊方管、螺旋焊方管,方管有无缝和焊缝之分,无缝方管是将无缝圆管挤压成型而成。2.方管按材质分:普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。
合适的刀具与半精加工和精加工任务密切相关。对于车削操作,Gerlach先生主要使用Valenite公司(MadisonHeights,密歇根州)提供的金属陶瓷刀片。这些刀片实际上没有卷边,以便提供非常锋利的刀刃和自由切削作用,Gerlach先现这些对于车削粉末金属零件颇为有效。在某些情况下,粉末金属零件在机械加工之前会通过热处理或感应淬火得以硬化。经感应淬火的零件可能需要经过精加工,因为加工面的质量曾发生了改变。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。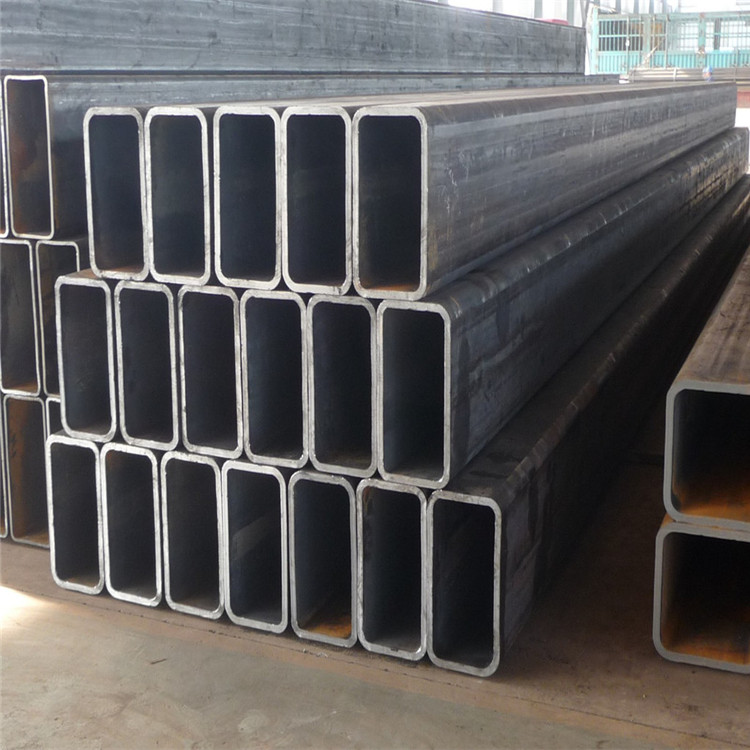

方管协会发布:耐热钢具有良好的耐高温、耐腐蚀、力学性能以及可加工性能,所以经常在耐酸碱腐蚀、高温或者低温的石油化工、电力、海洋、能源等行业的零部件使用,然而不锈钢方管服役的这些环境一般都处于硫化物、水蒸气的氧化性气氛中,缩短了零部件的寿命,所以进一步研发能克服耐高低温、耐腐蚀、力学性能优良的不锈钢方管已经成为一种趋势[28]。近几十年来,随着的学者的不断探索,发现在不锈钢方管中加入铝元素会在表面形成比传统的奥氏体不锈钢方管表面的Cr2O3保护膜性能更为优良的Al2O3保护膜,这样相对传
脱硫率随着铁水初始硫含量增加而升高,这是因为铁水初始硫含量越高[S]的活度越大,故脱硫反应越易进行。同时由于在一定温度下,铁水中的[S][Mg]之积(溶度积)为一常数,与[S]平衡所需的[Mg]就少,溶解到铁水中的[Mg]就越有足够量与[S]反应,其脱硫率高。资料表明,镁的溶解损失在开始脱硫阶段很小,其后随(S)的降低,溶解损失成倍的增加,当(S)降到0.005%以下时,钝化镁粉主要消耗在溶解上而不是在化学反应上。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
黄山Q355C厚壁矩形管厂 沣泽源 250x150x6Q690方矩管
实施挖补浇筑,消除隐患。为了确保安全、长效地处理热风出口发红跑风问题且不影响正常生产的风温使用,该车间多次组织施工单位进行可行性研究,将终实施挖补浇筑时间定在新建4号热风炉正常投运之后,并终确定了施工方案,即对热风支管法兰处与热风炉炉壳之间的钢壳上半段及热风支管根部左侧炉壳板进行挖补,施工面积约8m2。其中,炉壳板挖补约70cmx70cm大小的地方,炉壳板厚度为50mm。具体做法如下:将热风炉操作方式改为逆向抽风,从而使混风室内形成负压,为作业创造条件,同时热风炉拱顶温度不低于900摄氏度;将热风支管钢壳沿纵贯线割开,清理残余耐材,安装隔热挡板,确保拱顶温度下降缓慢;安装浇筑模具,填充胶结合刚玉莫来石浇注料,采用振动棒振动密实,再用陶瓷纤维隔热棉填充缝隙,恢复安装钢板;在发红跑风部位焊接压浆孔,压浆孔为上下开设,下面为灌浆孔,上面为冒浆观察孔,灌浆料从下往动,从而填充缝隙;灌浆时要严格控制灌浆压力,避免因压力过大导致组合砖坍塌事故;钢壳挖补浇筑后,在热风炉炉壳和热风支管连接处焊接一圈加强筋板,以确保送风时支管有足够的耐冲击力。