不锈钢板多头点焊机点焊机
-
¥5000.00
及时发货
交易保障
卖家承担邮费
点焊由于焊点间有一定的间距,所以只用于没有密封性要求的薄板搭接结构和金属网、交叉钢筋结构件等的焊接。如果把柱状电极换成圆盘状电极,电极紧压焊件并转动,焊件在圆盘状电极之间连续送进,再配合脉冲脉冲式通电。就能形成一个连续并重叠的焊点,形成焊缝,这就是缝焊机。它主要用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。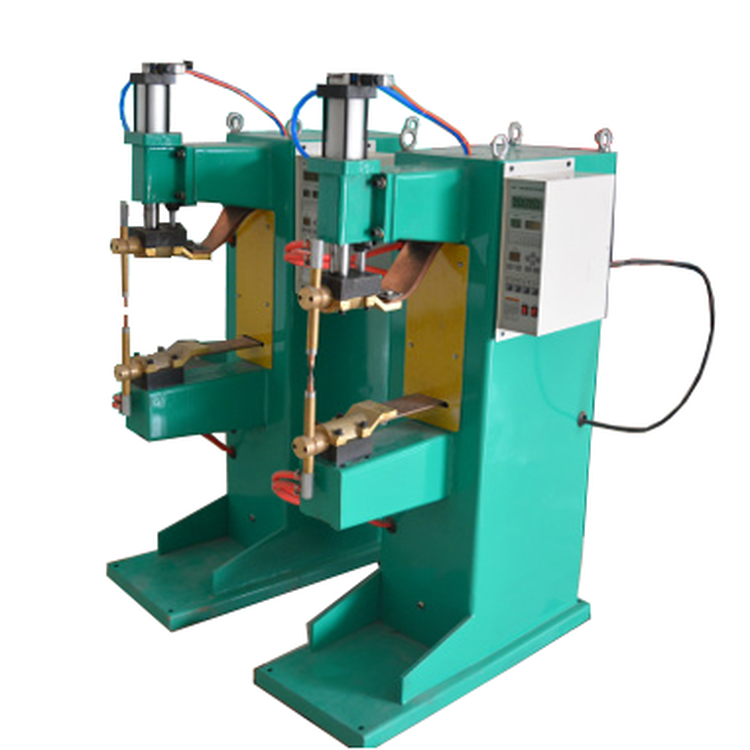
点焊是焊件在接头处接触面的个别点上被焊接起来,点焊要求金属要有较好的塑性。焊接时,先把焊件表面清理干净,再把被焊的板料搭接装配好,压在两柱状铜电极之间,施加压力压紧。当通过足够大的电流时,在板的接触处产生大量的电阻热,将中心热区域的金属很快加热至高塑性或融化状态,形成一个透镜形的液态融池。继续保持压力,断开电流,金属冷却后,形成了一个焊点。
点焊形成的熔核所需的热源是通过焊接区的电阻所产生的热量。在其他条件下,焊接电流的大小决定了熔核的穿透率。焊接低碳钢时,熔核的平均渗透率为钢板厚度的30-70%,熔核的渗透强度为45-50%,焊接强度高。当焊接电流超过一定的规格值时,它会继续增加。大电流只能在不增加接头强度的情况下提高金块的比率。它消耗更多的功率并增加了设备的损耗,所以从制造成本的角度来看这是不经济的。如果电流过大,会发生深度压痕和焊接烧穿等缺陷。
点焊工艺是一种形成结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类构件。点焊工艺目前被广泛地应用于各个工业部门,不仅能够焊接低碳钢和低合金钢,也可以焊接高碳钢、高锰钢及不锈钢、铝合金、钛合金等材料组成的零部件。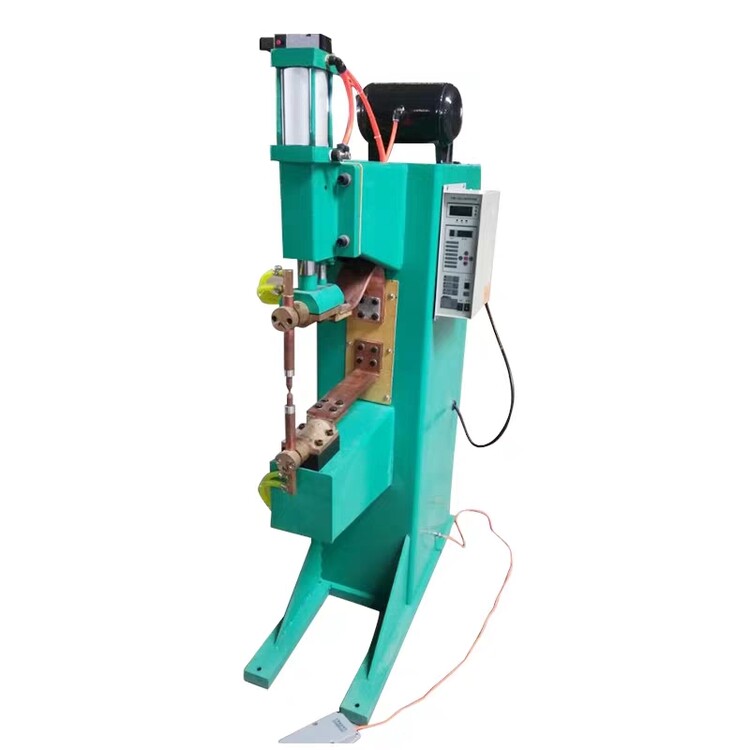
点焊工艺参数的选择:影响点焊的工艺参数包括焊接电极的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果可分为快速焊接、中速焊接、普通焊接三种条件,对于工件要求焊接强度高、焊接变形小的场合,好选用大功率、短时间的强规范快速焊接。对于要求不严格的工件就可以采用小功率、长时间的普通焊接方式,这样可选择比较小的焊接设备,同时对电网的影响也比较小。通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,确定电极的端面形状和尺寸,其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检验熔核直径符合要求后,再在适当的范围内调节电极压力、焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。常用的检验试样的方法是撕开法,焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时还需进行低倍测量、拉伸试验和X射线检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。
本焊机的机箱箱体采用钢制材料加工制造,气缸的导向装置和焊机的所有部件都安装固定在箱体上。气缸的导向套装置采用灰口铸铁加工制造,导向轴采用45号钢精心加工,导向套的作用是防止焊接压紧时产生的侧向力对气缸的活塞、活塞杆、缸体造成危害,同时不让电极连接的导向轴产生径向转动。导向套和导向轴部分工作时需要加注润滑油进行润滑。