90×150镀锌椭圆管道路灯杆监信号控杆小口径鸭蛋圆管生产
-
≥100吨¥3950.00
-
50-100吨¥3950.00
-
1-50吨¥4050.00
及时发货
交易保障
卖家承担邮费
90×150镀锌椭圆管 道路灯杆监信号控杆 小口径鸭蛋圆管 生产
山东鑫悦达钢铁有限公司秉承追求更高的质量,保持合理的价格,提供贴心的服务的经营理念,愿为您的朋友和依赖的合作伙伴。
1,弯折度:弯折便是冷轧原材料在长短或总宽方位不竖直、呈曲线图样子的统称。假如把他们的高低不平水平用数字表示出去,就叫弯折度;2,长刀弯:指金属片,带及贴近矩形框横截面的形材沿长短(窄面一侧)的弯折,一面呈凹入曲线图,另一呈凸起曲线图,称之为长刀弯,以凹入高宽比表明;3,表层裂痕:关键就是指不锈钢板异型钢管表面的裂痕;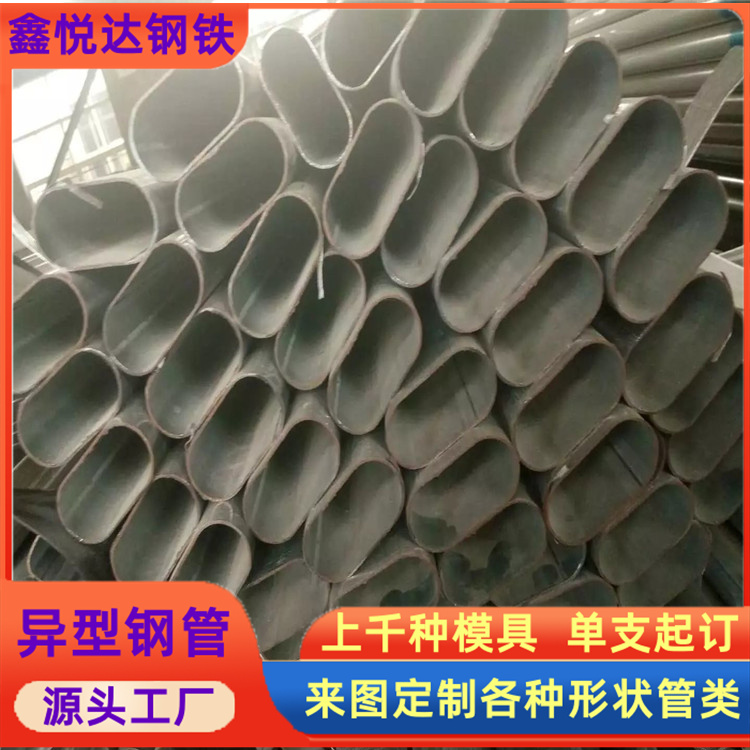
目前我公司已取得一些好的成绩,但是面对时代的挑战,我们也必定竭力以赴,秉承“铭求质量,竭诚服务"的企业方针,永恒“科技兴企,科技强企”的战略,致力发挥品牌效应,发展以产品为载体,创新的理念与实力的积蓄,使我们迈入企业发展的里程中,坚持敢为人先,以人为本。竞争促进发展,发展意味着创新。我们尚未做得好,持续改进是我们永恒的目标,我们将以坚持不懈的奉献精神和的产品、低廉的价格竭诚为您服务,望广大新老客户前来洽谈业务。
异型钢管冷轧工作压力的要素危害,关键有下列七点:(一)热轧带钢直径在别的标准一定时,伴随着热轧带钢直径的增加,触碰总面积提升,另外触碰弦长提升,外磨擦的危害加重,因此冷轧工作压力扩大。(二)异型钢管薄厚伴随着轧件薄厚的提升,冷轧工作压力减少,相反,越薄冷轧工作压力越大。(三)管件的成分在同样标准下,轧件的成分不一样,金属材料的内部机构和特性不一样,冷轧工作压力也不一样。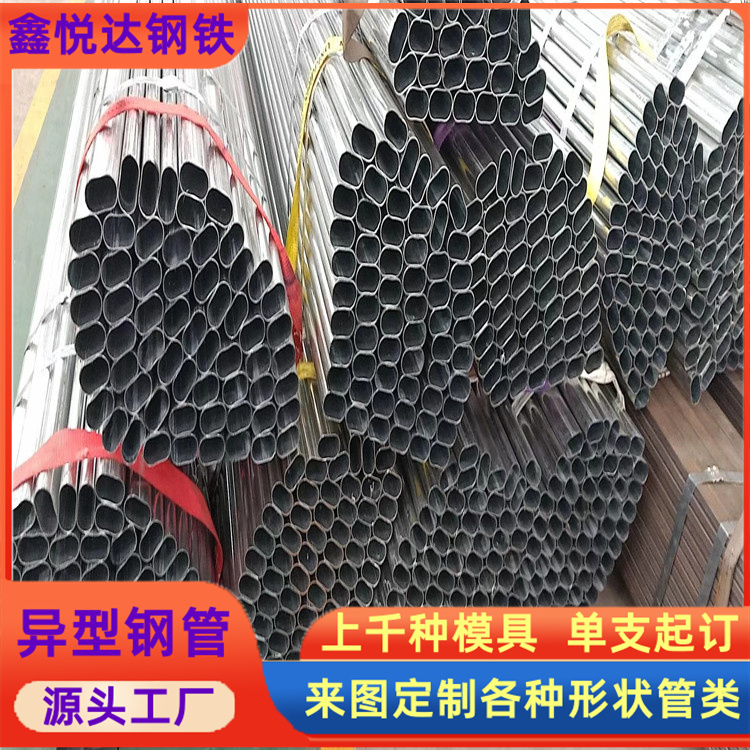
为此,联合荣大组织了科研攻关,通过加入发气剂、助结合剂、有机纤维、碱式乳剂防爆剂等手段,终于配置出能够用于现场浇注、无需长时间烘烤即可通过铁水的耐火浇注料,解决了单铁口高炉出铁沟无法应用耐火浇注料这一技术难题。同时,大高炉出铁沟之所以通铁量高,使用寿命长,不光是因为使用了浇注料,还因为应用了储铁式结构。由于储铁式出铁沟内总是残存大量铁水,因此当高炉出铁时,从出铁口冲出并以抛物线形式快速落下的铁水所形成的冲击沟底的冲击力,被储存在沟底的铁水缓冲,有效保护了主沟冲击区的耐火材料。
我们将与您携手共铸辉煌生产特点:多品种交货快。本公司位于山东聊城汇通物流园,坚持信誉良好、质量保障;用户至上的原则,竭诚为广大用户服务,欢迎广大新老客户与我公司洽谈合作。企业理念:始于客户需求终于客户满意公司郑重向您承诺:以好的质量,低的价格,完善的售后服务,来答谢新老客户。本库没有的规格可提前电话联系订货,按时到货。
服务三保:质量、时间、数量服务宗旨:雄厚的实力、的产品、低廉的价格、完善的服务。郑重承诺:以好的产品、的质量、好的价格、完善的服务来答谢新老顾客的信赖。*批零兼营。*顾客可以随意挑选所需的长度或其他要求代订各类钢厂合同或特殊规格。调剂本库暂缺的规格,并省去您奔波采购的辛劳。*代运输,量大可直发您的地点。*节假日不休息,随到随提。
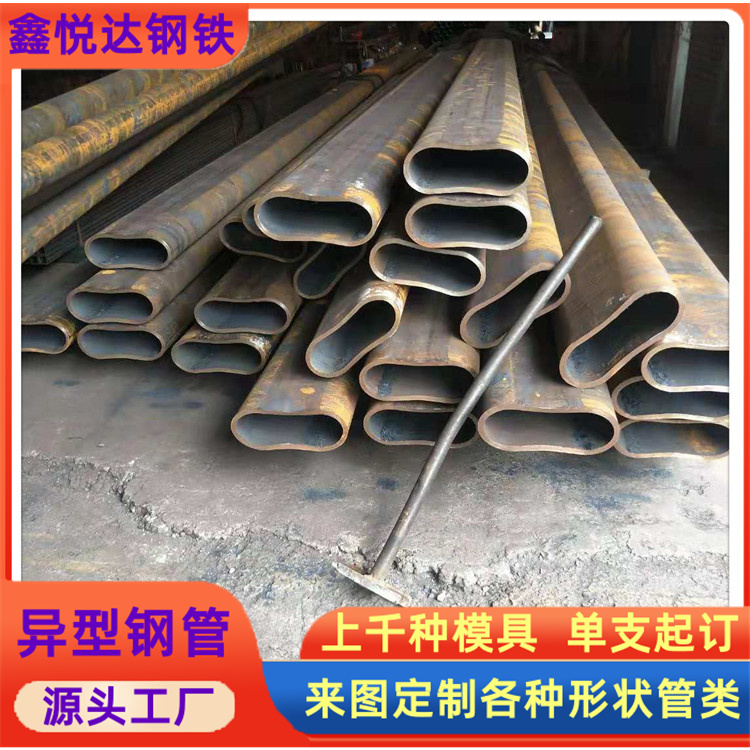
90×150镀锌椭圆管 道路灯杆监信号控杆 小口径鸭蛋圆管 生产
在各种异型钢管订制品类当中,随着产品的不断变化,不锈钢异形件加工常常使用激光切割来加工。激光切割的速度快,切口平整光滑,无任何剪切毛刺,加工的精度高,重复性也好,不会损伤材料表面,由数控编程,可对大型面积整板切割,经济又省时。
1.异型钢管激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备,激光切割是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将溶化或气化金属吹走。随着光束与工件相对位置的移动,使材料切成切缝,从打达到切割的目的。
2.异型钢管激光氧气切割原料是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一反面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能力只是溶化切割的1/2,而切割速度远远大于激光汽化切割和溶化切割,激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。
3.异型钢管的激光切割是由激光器所发出的水平激光束经45°全反射镜变为垂直向下的激光束,后经透镜聚焦,在焦点处聚成一极小的光斑,光斑照射在材料上时,使材料很快被加热至气化温度,蒸发形成孔洞,随着光束对材料的移动,并配合辅助气体(有化碳气体,氧气,氮气等)吹走溶化的废渣,使孔洞连续形成宽度很窄(如0.1mm左右)切缝,完成对材料的切割。
4.异型钢管用氧气切割时会得到较好的结果,当用氧气作为加工气体时,切割边缘会轻微氧化。对于厚度达4mm的板材,可以用氮气作为加工气体进行高压切割。这种情况下,切割边缘不会被氧化。厚度在10mm以上的板材,对激光器使用特殊极板并且在加工中给工件表面涂油可以得到较好的效果。
5.异型钢管在可以接受切割端面氧化的情况下可使用氧气;使用氮气以得到无氧化毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。激光氧气切割原理是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面吧熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧化切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。 
管道三通连接处及直线管道的自然补偿,可采用下列方式:X:固定支架:|滑动支架6)当管道不能利用自然补偿时,管道采用固定支架限制热膨胀。固定支架形式见下图:利用两管箍安装利用管箍和三通安装7)管道支架应在管道安装前埋设,应根据不同管径和要求设置管卡和吊架,位置应准确,埋设要平整,管卡与管道接触应紧密,不得损伤管道表面。采用金属管卡时,金属管卡与管道之间应采用塑料等软物隔离。在金属管配件与给水PP-R管连接部位,管卡应设在金属管一边。