青岛出售晶圆理片器硅片自动找平
-
面议
及时发货
交易保障
卖家承担邮费
现阶段,硬脆材料切割技术主要有外圆切割、内圆切割和线铭切割。外圆切割组然操作简单,但据片刚性差,切割全过程中锯片易方向跑偏.造成被切割工们的平面度差;而内圆切割只有进行直线切割,没法进行斜面切割。线锯切割技术具备割缝窄、率、切成片、可进行曲线图切别等优点成为口前普遍选用的切割技术。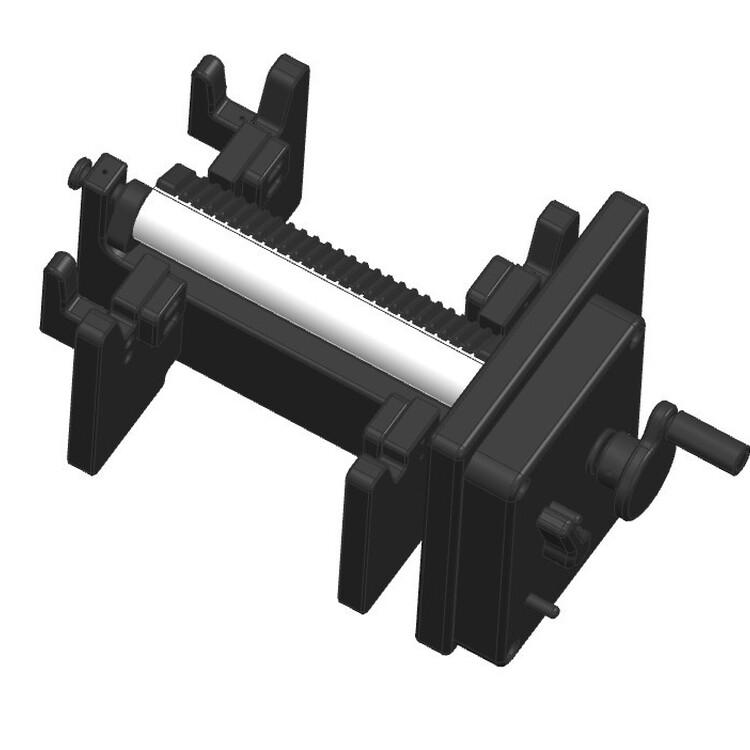
在许多晶圆的切割期间经常遇到的较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时的一个常见的推荐是,选择尽可能薄的刀片。可是,很薄的刀片(20µm)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76µm迹道的刀片推荐厚度应该是20~30µm。
除了尺寸,三个关键参数决定刀片特性:金刚石(磨料)尺寸、金刚石含量和粘结剂的类型。结合物是各种金属和/或其中分布有金刚石磨料的基体。这些元素的结合效果决定刀片的寿命和切削质量(TSC与BSC)。改变任何一个这些参数都将直接影响刀片特性与性能。为一个给定的切片工艺选择佳的刀片可能要求在刀片寿命与切削质量之间作出平衡。
当切片机有稳定的冷却剂流量和所有其它参数都受控制时,维持一个稳定的扭矩。如果记录,从稳定扭矩的任何偏离都是由于不受控的因素。这些包括由于喷嘴堵塞的冷却剂流量变化、喷嘴调整的变化、刀片对刀片的变化、刀片情况和操作员错误。
随着信息化时代的到来,我国电子信息、通讯和半导体集成电路等行业迅猛发展,我国已经成为世界二极管晶圆、可控硅晶圆等集成电路各种半导体晶圆制造大国。传统的旋转砂轮式晶圆切割技术在实际生产中受到工艺极限的影响,晶圆加工存在机械应力、崩裂、加工效率低、成品率低的情况,的限制了晶圆制造水平的发展。传统晶圆切割手段已经无法满足晶圆产品率、生产需求。因此,旋转砂轮式切割工艺所伴随的问题是无法通过工艺本身的优化来完全解决的,亟需采取新的加工方式解决晶圆切割划片的瓶颈;现有划片机自动化程度及功能都很难满足电子器件生产的可靠性和技术性能要求。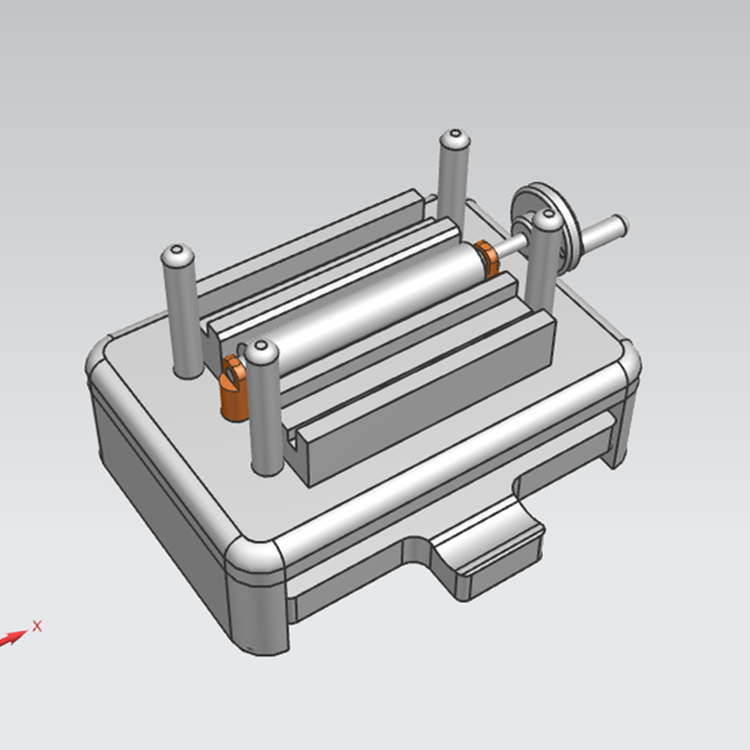
一种全自动晶圆划片机,包括机架,机架的一侧设置有激光器,激光器的下方设置有旋转划片工作台,其特征在于:机架的另一侧设置有自动放收料装置,自动放收料装置的旁侧设置有理料机构,自动放收料装置与理料机构之间连接有夹料机械手,理料机构与划片工作台之间设置有两组相互错位的吸料机械手。