S235JR德标H型钢-160*160*8*13规格
-
面议
及时发货
交易保障
卖家承担邮费
S235JR 160*160*8*13英标H型钢规格
H型钢生产方法
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。
用轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。轧机轧制H型钢的优点是: 同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的,其余部位尺寸都是固定不变的。因此,同一孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺寸规格,使H型钢规格数量大为增加,为使用者选择合适的尺寸规格带来的方便。
在无轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。 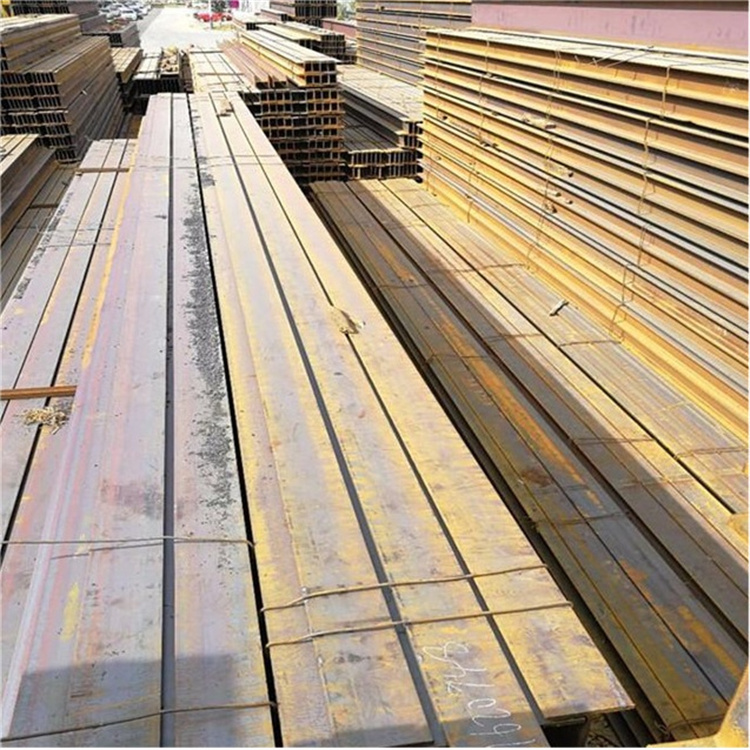
澳标H型钢的规格也是选择时需要考虑的重要因素。规格主要包括截面高度、翼缘宽度、腹板厚度等参数。这些参数的选择需要根据工程的具体要求进行,以确保钢材的承载能力和稳定性。在实际应用中,常见的澳标H型钢规格有100x50、150x75、200x100等多种型号。
澳标H型钢的牌号和规格时,还需要考虑其与其他材料的相容性和加工性能。例如,澳标H型钢与混凝土的粘结性能良好,适用于钢筋混凝土结构。同时,澳标H型钢的焊接性能也较好,可以满足各种焊接工艺要求。
英标H型钢UC系列,也被称为Universal Columns,是一种竖直使用的H型钢。其主要特点是翼缘宽厚比相对较小,腹板相对较薄,因此更适合承受垂直方向的载荷。UC型钢的型号按照其高度和翼缘宽度进行分类,如UC100x50、UC152x76等。数字代表了钢材的高度和翼缘宽度,单位为毫米。这些型号的选择需要根据具体的工程需求和载荷条件来确定。
S235JR德标H型钢 160*160*8*13赤铁矿全浮选流程。选用脂肪酸类阴离子捕收剂,碳酸钠作矿浆调整剂(矿浆pH值为91),浮选赤铁石英岩类型矿石中的赤铁矿,处理了矿浆黏度大,精矿脱水难等问题。选用二段浓缩作业,下降了金属丢失;强磁—浮选流程。首要特色是通过强磁选将矿石中的单体石英和易泥化的绿泥石等脉石矿藏在粗磨条件下排出,成为合格精矿,然后为进一步细磨和浮选发明有利条件;焙烧—磁选流程。选用竖炉对75~2mm赤铁矿石,以焦炉和高炉混合煤气加热与复原,生成人造磁铁矿石,再进行磁选取得铁精矿产品。