焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。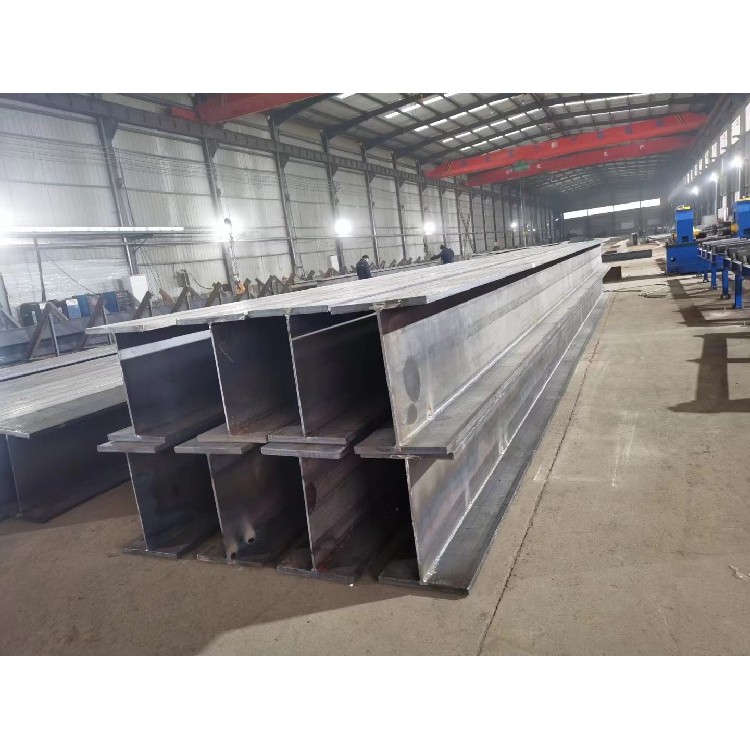
高频焊接H型钢构件的校正与加固
高频焊H型钢构件在焊接过程中也许会发生变形,一般来说导致构件变形的原因可分为热变形、冷变形及构件之间组装不契合,无法形成一体。变形一直是一个复杂的、不易解决的问题,为了避免这种它的出现,能够采取哪些措施呢?
一、加工夹具固定法:这种方法是指使用拥有强大刚性的加剧将构件进行固定,以强制力来压制变形,在构件遇到热变形时,也可使用夹具进行强行改正,改善构件的变形问题。这个方法非常的直接,操作也较为简单。
二、反变形法:在高频焊H型钢进行焊接前,可以简单的通过构件的情况来进行预测焊后的变形方向与收缩量的变化。得出数据后可照相反方向进行同等的扭曲或斜置,这样在构件产生变形后便能变回正常的位置。
校正后便可投入使用,为了使钢结构建筑更加稳定,可以选择对高频焊H型钢进行加固。由人士以娴熟的的技术进行操作,保障构件的加固能够达到的规范要求。加固可以是整体的也能是局部的,按需即可。
在设计加固方案时,要注意从实际出发,选择适宜的方案。确保新增的截面或部件能够与原本的进行紧密的连接,避免发生因加固不稳而产生的意外。因为高频焊H型钢常用在承重的梁;柱上,所以这一点尤为重要。在考虑各方因素后便可进行加固了。
目前型钢市场下游钢材需求疲软,市场销售低迷,国内钢厂钢材库存水平较高,对市场形成制约,使价格一再走低,但近日受原材料支撑,使市场跌势有所缓和,暂时趋于平稳。随着天气逐渐变冷,型材高频焊接H型钢需求日益清淡,受此影响,后期型钢市场仍面临较大压力,在整个经济形势增速放缓的情况下,笔者认为短期内市场难以走出低谷。
据调查,进入11下旬,随着季节性的高频焊接H型钢需求萎缩,型钢市场压力进一步加大,商家对后期走势并不乐观,因此短期心态较为明显。目前型钢价格仍处高位,随着高频焊接H型钢需求逐渐减弱,后期型材市场仍存在较大压力。当前的市场状况为:
市场高频焊接H型钢需求:在目前形式下,终端高频焊接H型钢需求的变化仍是影响市场走势的决定性因素。近期市场价格逐渐平稳,但情况仍难以改观,量远远不及往年。在宏观经济增速放缓的大环境下,型钢市场持续疲软终端高频焊接H型钢需求难以得到改善,商家多持观望。