崇文节能高压电机维修保养
-
面议
及时发货
交易保障
卖家承担邮费
包扎云母带及热压
定子线圈冷正形后,即进入包扎工序,线圈绝缘等级高的材料基本国产化,但云母材料的质量、价格很悬殊。电压高与低、季节不同各种等级云母等材料认购标准不同。一个女工包扎线圈一天10个小时,框形线圈周长在2米的万伏线圈有望包扎三只。
各种电机等级线圈包扎多少层数、先包直线还是后包端部要看何时嵌线而定。云母带,高阻带,收缩带至于在线圈中起什么作用,哪家的质量好、价位低,怎样包扎,包扎在什么位置,包多少层等等,好在跟班学习中掌握并熟记要领。一台高压电机修理时下列几步一般要同时展开进行:绕线、拉型、冷正型、包云母带、包高低阻带,这些工序均需2-3人操作。同时下道热压线圈的工作程序也应开始。热压的主要目的有:
1. 定形后可嵌线方便。
2. 线圈固化可防潮,防水浸。
3. 电晕放电到槽口以外。
4. 完成对外界的封闭,免高压击穿。
热压成型机长度1.2米,上下、左右、角度可调整。客户拥有一台全自动电脑控制的热压机后,1600KW以内的YR,JR,JS,TDK,电机的定子线圈均可加工。并可按照客户的要求定做特型机。
热压机可附加自动控制装置,比如H级温度在多少度恒温工作,F级在多少度恒温工作,热压时间多厂,何时开机,何时待机保温均可实现智能化,热压时要自备到的厂家购一些脱模剂,清除剂,清残留物等工具。
热压线圈退模后要放置一段时间再测试耐压,这是检验产品的一道工序,按照3000V、6000V、10000V等不同的工作电压有不同的要求打耐压标准。
直线部分或弯曲部分怎样去防止打穿,送些均须在热压时掌握。
打耐压的仪器,一般选购武汉区域的产品较多。
自绕制线圈至嵌线完毕,一般要多做一只线圈,目的有:
1. 留下该型号电机技术数据(线规,匝数,绝缘厚度,直线长,弯度,端部长,抬高度与节距角度等数据)。
2. 以备哪一只线圈不合格时替换。
高压电机一般以200KW—2000KW居多,重量一般在3吨以上,根据自身条件可设计合适的行吊,以便于维修电机之用。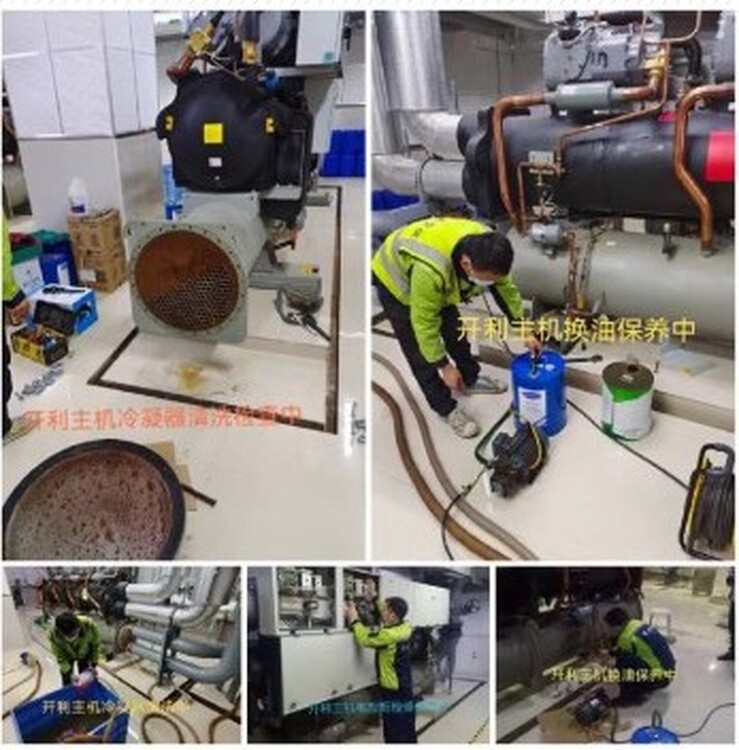
制造厂为了加快嵌线速度,把应该使2个线圈相互绑扎的端部垫块改成嵌线前单个绑扎,两道垫块绑扎的改为一道。这样的结构中端部线圈不能成为一个整体,在电机起动或运行中发生位移和振动,使绝缘磨损,严重者端部线圈与护圈的接触处绝缘被全部磨去而露铜。所以绕组端部伸出铁心外长度超过250mm应加两道垫块,并且应绑扎牢固。
1)定子槽楔松脱的处理方法
(1)打出松脱的定子槽楔。
(2)用酚醛布板做成截面积为下窄上宽的倒梯形状,锯成所需的长度。
(3)将酚醛布板做成的槽楔轻轻打人槽内。
(4)将检修过的部位刷上绝缘漆。
2)线圈端部绝缘磨损及端部绑扎不良的处理方法
(1)线圈端部磨损主要是端部线圈和护圈的接触部分磨损,将磨损处旧绝缘削去,用F级桐马环氧粉云母带包扎8层,再1/2叠包0.05mm厚聚四氟乙烯薄膜1层。
(2)在端部线圈和护圈间垫3mm厚涤纶毡一块。
(3)再用玻璃丝带绑牢。
(4)绑扎后浸漆,用热风吹干。