随州注塑机液压夹具有哪些规格
-
面议
及时发货
交易保障
卖家承担邮费
不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。
液压夹具主要用于大批量产品的加工,液压夹具主要特点是定位精度高,夹紧稳定可靠,夹紧释放工件时间短可缩短加工辅助时间,减少人为因素,提高机床效率。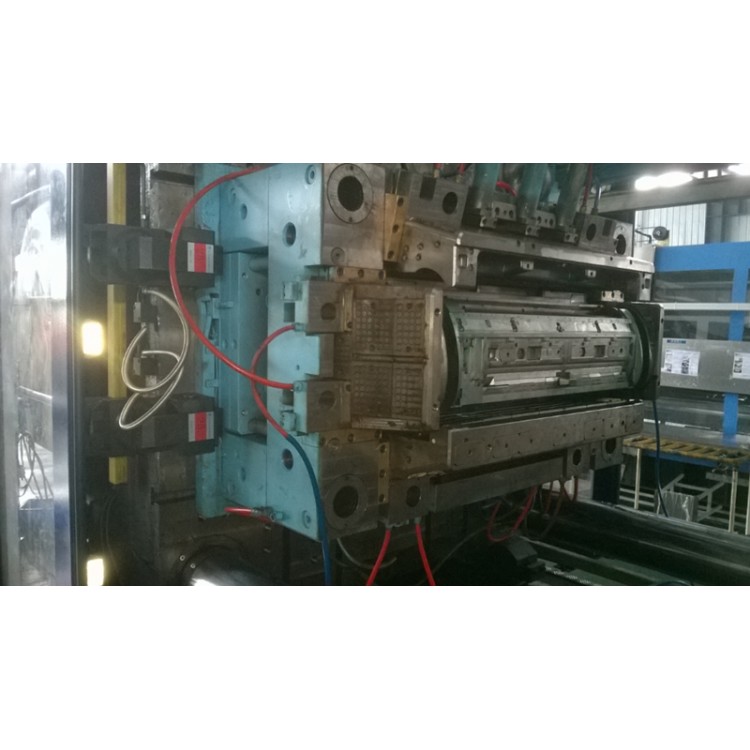
工作原理: 夹头在T型槽内可滑动(一般为左右夹持),模具用行吊装入模具到位后,通过手控操作,控制夹头夹紧模具。
液压夹具构成: 夹头(按机器吨位/模重不同选配型号和数量) + 气动泵浦 + 控制器
适用机型:(配有T型槽的)全机型,从90吨—6600吨,液压机/电动机均可使用,海天机/非海天机均可 配置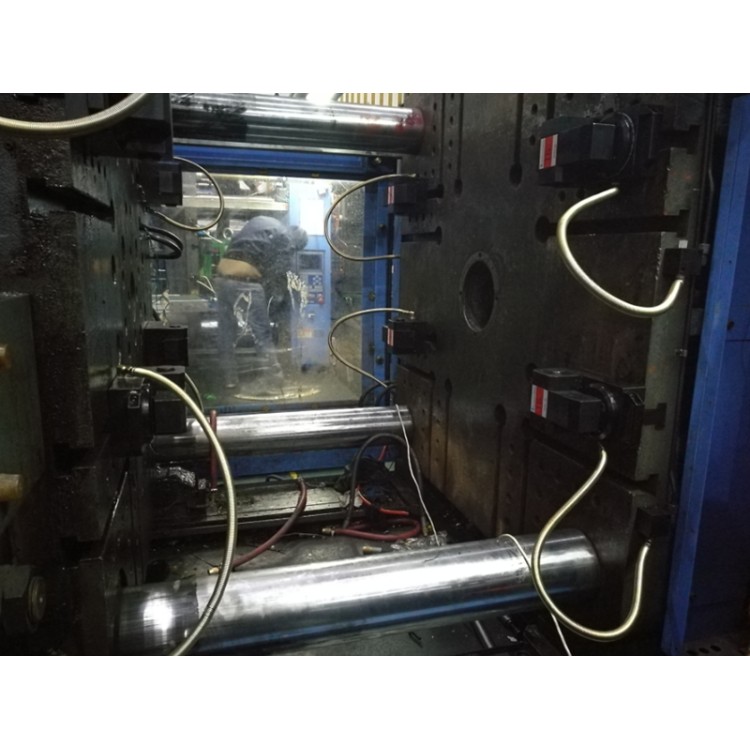
现有的注塑机模板加工装夹方式有以下两种,种是原始的横梁固定装夹:其装夹方式是采用一条横梁,两根受力螺栓,直接压在模板的顶部,通过两侧螺杆锁紧至加工中心的工作台面上,此种方式的缺点是定位不准确,装夹次数过多,容易造成模板受力不均产生变形;第二种是内侧固定装夹式:根据模板类别,设计的加工装置,把模板固定在装置上,通过内侧压紧方式固定模板,因为锁紧方式在内侧,空间较小,操作困难,效率较低,且没有定位销,加工过程中存在各种松动因素,不利于加工精度的。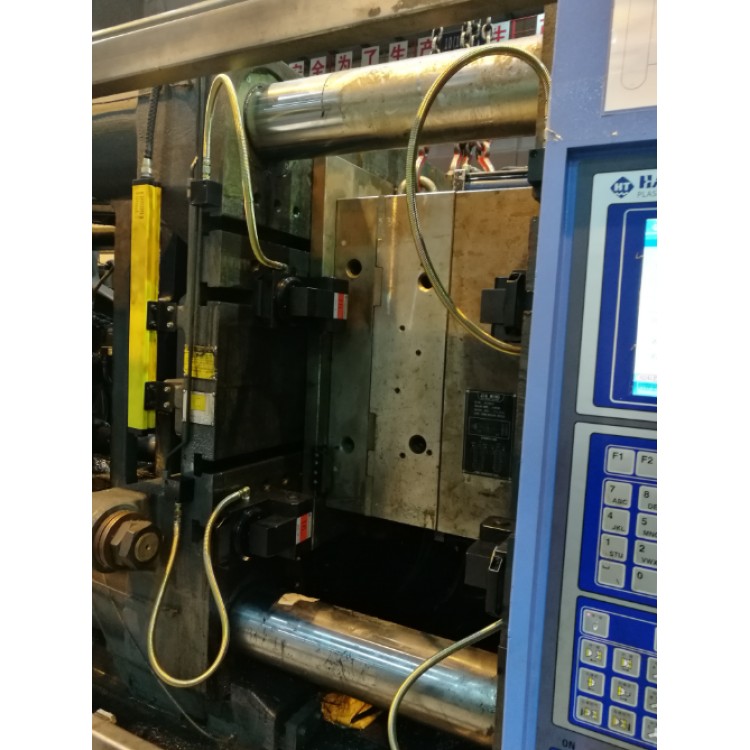
本公司提供如下技术方案:一种用于加工中心注塑机模板固定用的液压夹具,包括底座组件,所述底座组件的安装有夹具组件,夹具组件的顶部安装有油缸组件,且底座组件中部的一侧安装有平台管路组件,夹具组件包括t形槽滑块和第二t形槽滑块,t形槽滑块的与双头螺栓的底端螺纹连接,双头螺栓的安装有连为一体的开槽短接头,开槽短接头通过销轴与短接头本体的底端转动连接,短接头本体的与长压板的一端穿插连接,且二者之间通过螺母固定连接,长压板的另一端安装有转轴和第二转轴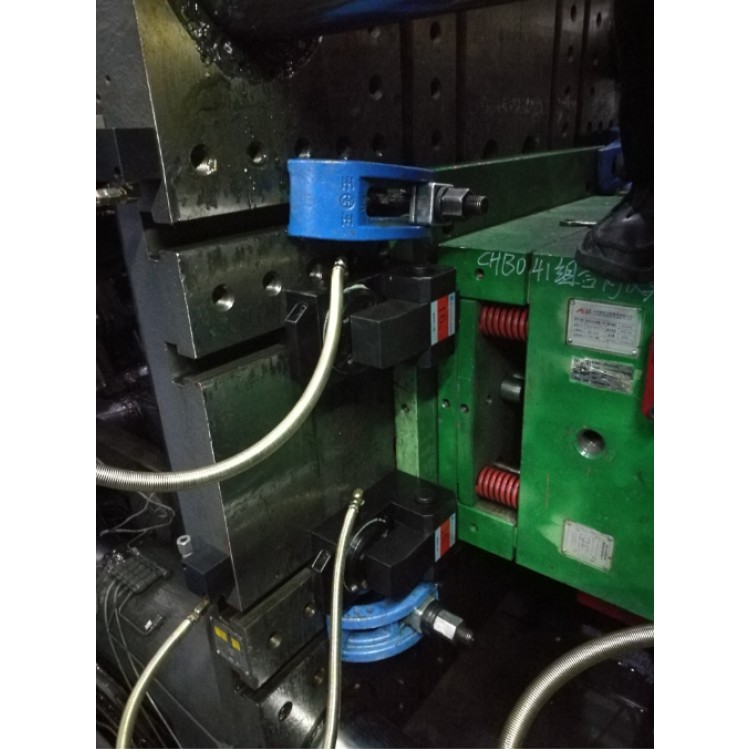
优选的,所述第二t形槽滑块的转轴的与立柱的底端固定连接,立柱的通过转轴与长压板的另一端转动连接。
优选的,所述立柱的一侧顶部安装有弹簧挂脚,弹簧挂脚的安装有弹簧接头,弹簧接头通过拉伸弹簧与第二转轴连接,且第二转轴位于转轴的外侧。