苏州销售注塑模具厂家,塑料定制注塑模具塑料灯罩
-
¥8000.00
及时发货
交易保障
卖家承担邮费
这里所说的注塑时间是指塑料熔体充满型腔所需要的时间,不包括模具开、合等辅助时间。尽管注塑时间很短,对于成型周期的影响也很小,但是注塑时间的调整对于浇口、流道和型腔的压力控制有着很大作用。合理的注塑时间有助于熔体理想填充,而且对于提高制品的表面质量以及减小尺寸公差有着非常重要的意义。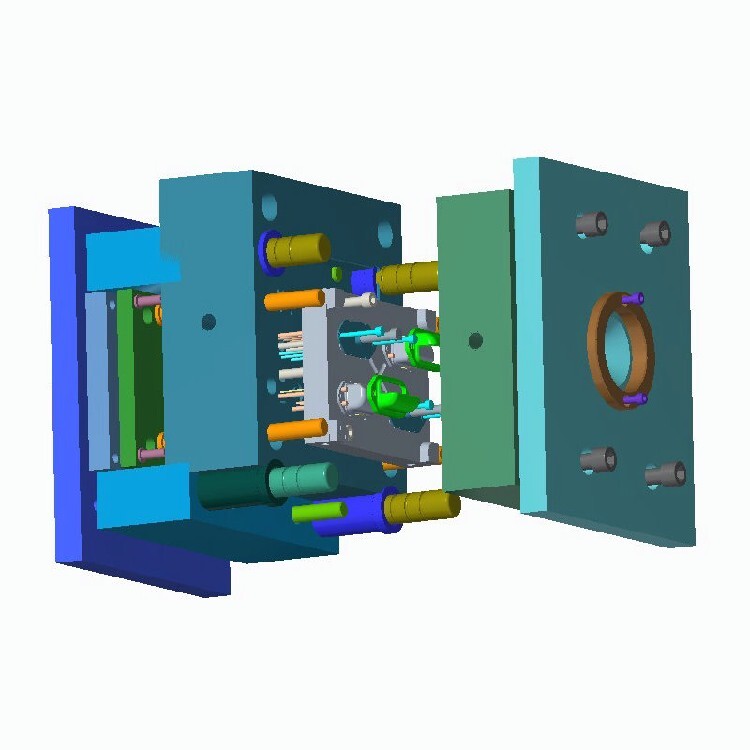
注塑温度是影响注塑压力的重要因素。注塑机料筒有5~6个加热段,每种原料都有其合适的加工温度(详细的加工温度可以参阅材料供应商提供的数据)。注塑温度控制在一定的范围内。温度太低,熔料塑化不良,影响成型件的质量,增加工艺难度;温度太高,原料容易分解。在实际的注塑成型过程中,注塑温度往往比料筒温度高,高出的数值与注塑速率和材料的性能有关,高可达30℃。这是由于熔料通过注料口时受到剪切而产生很高的热量造成的。在作模流分析时可以通过两种方式来补偿这种差值,一种是设法测量熔料对空注塑时的温度,另一种是建模时将射嘴也包含进去。
注塑成型加工过程中是一个涉及模具设计、模具制造、原材料特性和原材料预处理方法、成型工艺、注塑机操作等多方面因素,并与加工环境条件、制品冷却时间、后处理工艺密切相关的复杂加工流程。因此,制品质量的好坏就不单取决于注塑机的注塑精度、计量精度,或是仅仅由模具设计的优劣和模具加工的精度级别决定,通常,它还会受到上述的其他因素的影响和制约。
模具除其本身外,还需要模座、模架、模芯导致制件顶出装置等,这些部件一般都制成通用型。 模具企业需要做大做精,要根据市场需求,及技术、资金、设备等条件,确定产品定位和市场定位,这些做法尤其值得小型模具企业学习和借鉴,集中力量逐步形成自己的技术优势和产品优势。所以,我国模具企业积极努力借鉴国外这些企业的经验,以便其未来更好的发展。
是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。因此挤出速率的控制至关重要。
借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范围较宽。低温时,流动性好,高温时,具有较好的热稳定性。6)对压力敏感,不加压力不流动,但施加压力时即可流动。7)比热性好,以便在模具中很快冷却。可用热流道的塑料有PE,ABS,POM,PC,HIPS,PS。常用的热流道有两种:1)加热流道模 2)绝热流道模。