大连生产筛板冲床送料机型号
-
面议
及时发货
交易保障
卖家承担邮费
工作台有无贴塑,导轨磨擦时会产生细小的铁粉或切削进入,贴塑导轨耐磨性强,材质软,可使其融入塑轨内,减少导轨的磨损量,所以贴塑导轨寿命要长于未贴塑导轨。用户可根据自身情况,选择硬轨或线性导轨。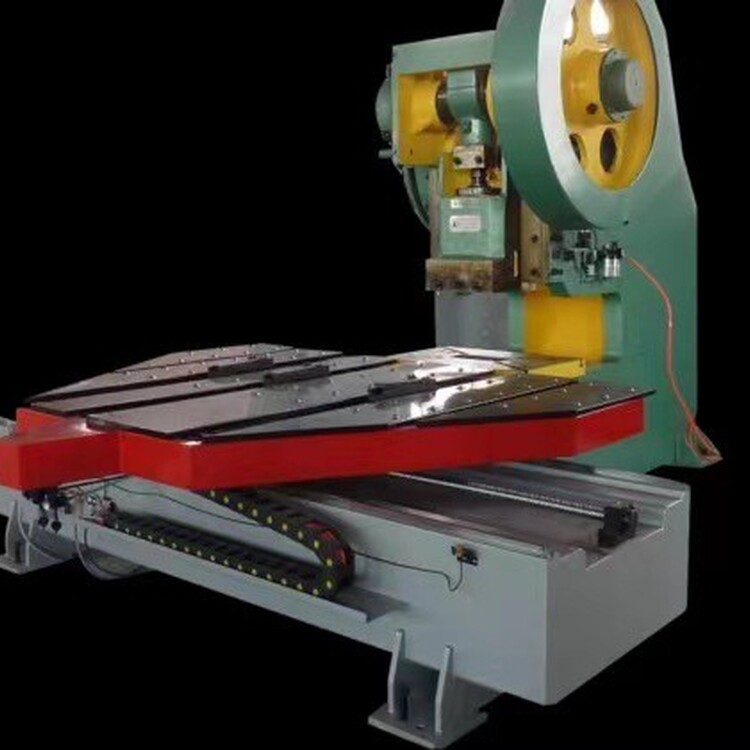
影响冲床质量的环节很多,因素也很多,不表示选好的配置就是好的冲床,所以,还要了解其产品加工制造以及装配工艺,如:机体铸件有无经过时效处理;电机座等关键零件的加工精度采用的工艺能否精度要求,以线轨与丝杠安装采用的工艺能否精度要求等等。
到底如何气动冲床加工精度? 1、在操作使用气动冲床的时候,需要将窄凸缘零件拉成圆筒形,然后成锥形凸缘,通过校平获得平凸缘。 2、气动冲床的宽凸缘零件应该根据使用要求的尺寸拉出凸缘直径,在后期的作业过程中保持凸缘直径不变。 3、在操作使用气动冲床的过程中,气动冲床的底部孔有可能会与落料、拉深复合冲压,气动冲床厂家建议在凸缘部分及侧壁的孔,听该在拉深完再进行冲孔。 4、当气动冲床的拉深件的尺寸精度要求高或带有小的圆角半径时,应增加整形工序。
送料机,拥有多系列、多类型产品,根据客户要求进行选用,是将材料送至冲床进行冲压的输送设备,较为常见的为NC伺服送料机,操作简单,只需将送料参数输入控制面板即可完成一批次冲压生产,稳定性高,可设定多段送料的功能。
数控冲床模具磨损过快的主要原因: ①模具间隙小,一般建议模具总间隙为材料板厚度的20%和25%。 ②)数控冲床模具中性不好,包括模座和模具导向组件以及转塔镶嵌精度不足。 ③凸模温度过高,主要是同一模具连续长时间冲压导致冲头过热。 ④模具刃磨方法不当,导致模具退火,磨损加剧。 ⑤局部单边冲切,如步冲、冲角或剪切时,铝合金门窗配件的侧向力会使冲头向一侧倾斜,减小该侧间隙,造成模具严重磨损。如果机床模具安装精度不高,冲头会严重偏离上模,对凸模和凹模造成损坏。
NC送料机安装与调试相对于更简单方便,没有过多的繁杂步骤,哪怕是次安装也无需花费大量时间,但是安装好后调试不正确或材料本身问题时,送料机难免会出现送料不准、材料跑偏的现象。而较为常见的问题是材料在输送过程中出现的打滑跑偏现象。
NC偏摆送料机的操作方便,自动化程度高。偏摆送料机使用时,只需在7寸触摸屏上输入材料的宽度、所需下料圆的直径、送料步距后,NC送料机的控制系统会自动计算出移动和送料的距离,不需调节任何机械部位,真正实现了全自动化的操作使用。
一定要到气动冲床厂家实地考察,看厂家的生产规模实力,去气动冲床装配区去看工人装配现场,这样能判断厂家是生产型企业。还可以进行试运行,仔细听200吨气动冲床所产生的噪音的大小,需要听气动冲床在作业过程中的声音是否正常,有条件的可以给气动冲床安装模具进行实际的操作,听听冲床加工声音是否正常。
数控送料机的日常维护检查:1齿轮润泪是否正常,2,清除资筒之间的是物。3,步轮间是否有导物。4,油气压力是否正常,压力表是否下常,目测压力表指示乐力是否正常,5,气压供应系统是否有泄漏,6机构之间结合的螺丝螺母是否动。7,进料辐是否有良好的平行度进料关闭时,上下提是否都关闭)。8,各部分是否有损伤、变形、异常声音或其他异常形状。9.操作面板上的开关和显示灯是否异常,人机界面不应有异物。