连锁报警氧含量监测系统
-
¥9999.00
及时发货
交易保障
卖家承担邮费
2.测量范围:0-5%/0-25%
3.检测原理:荧光淬灭、电化学、激光
4.检测精度:1PPm / 0.01%VOL
5.防爆等级:ExdibIICT6Gb
6.防护等级:IP66
7.响应时间:T90<20S等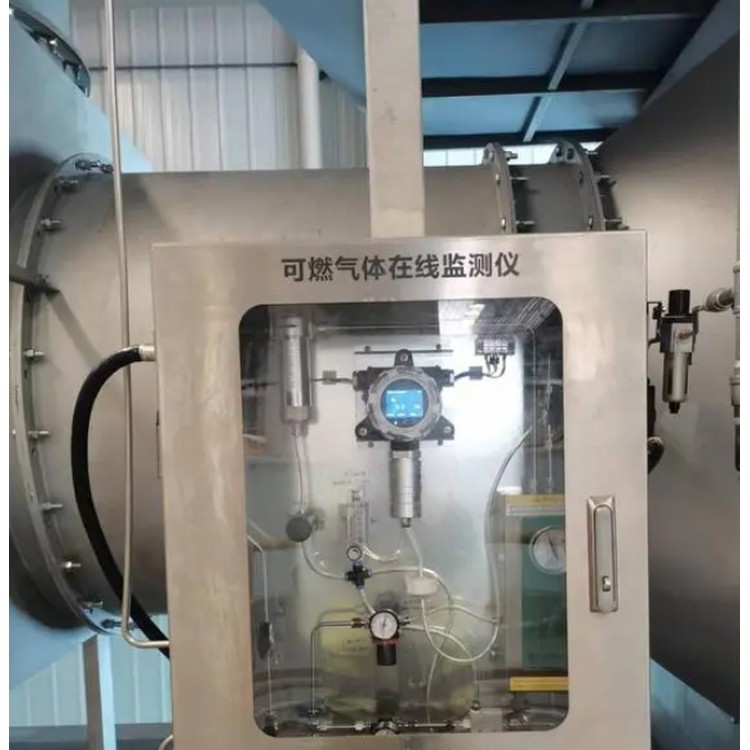
反应釜氧含量分析仪用于监测反应釜中的氧气含量,避免超标引发安全风险。选型需考虑工况和气体成分,定制预处理系统。在化工、制药行业,需选用耐腐蚀材质。分析仪具备标准输出信号,可匹配控制系统,实现安全联锁功能。样气预处理系统确保测量准确。
作为一种化学品,在各个行业中都有广泛应用,例如纺织、造纸、化工、环保等行业,它就是双氧水(H?O?)。在双氧水的生产过程中,反应釜是关键设备,而其中的氧含量是决定产品质量和生产安全的重要参数。因此,双氧水反应釜氧含量实时监测系统的应用显得尤为重要。
,双氧水反应釜是一个高压容器,在双氧水合成过程中,其内部会不断产生氧气,这些氧气如果不被适当管理,将导致压力升高,进而产生安全风险。双氧水反应釜氧含量实时监测系统就是为了实时监控氧气浓度,确保反应过程的正常运行和工作人员的安全。它通常采用的是在线式的检测方式。这种检测仪能够实时地监测反应釜内氧含量的变化,并将数据传输给控制系统。一旦监测到氧气浓度超出预设的安全范围,控制系统会立即启动应急措施,如增加通风,降低压力,甚至停止反应过程,避免潜在的安全事故发生。
反应釜氧含量检测仪主要由传感器、取样系统和显示仪表三部分组成。使用时,将传感器插入反应釜内,通过取样系统抽取反应釜内的气体进行测量。测量结果会实时显示在显示仪表上,方便操作者读取。
反应釜是一种重要的生产设备,其用途非常广泛,在生物制药、钢铁石化等领域都有大量的应用。但是,由于应用场合、工艺和使用介质的差异,在离心机、反应釜运行中,极易起火、爆炸,需要对反应釜内部进行氧含量进行控制,防止危险发生。接下来我们一起来看看反应釜氧含量分析仪应用案例。
该分析仪适用于医药行业中的反应釜内的氧气浓度实时监控。某制药企业需要批量生产药物,在生产过程中需要严格控制氧气浓度,一旦氧气浓度超过安全范围内,就会引发安全事故,造成更大的安全隐患。因此,该企业对于反应釜氧含量分析仪应用表现很看重。因为质量好、性能佳的分析仪可以保障安全生产。