河北张家口承接螺旋管,沧海钢管厂家
-
¥3652.00
及时发货
交易保障
卖家承担邮费
防腐螺旋钢管厂家在冶炼控制严格的情况下,防腐螺旋钢管有可能出现分层缺陷,其控制措施为:
1、提高防腐螺旋钢管管坯的塑韧性 提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而管坯和成品管材的组织和力学性能满足技术标准要求;
2、防腐螺旋钢管厂家合理控制加热温度 通过测定热塑性曲线,选择的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高塑韧性;
3、防腐螺旋钢管厂家降低轧辊转速 轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和毛管容易形成分层缺陷。为了消除管坯和毛管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。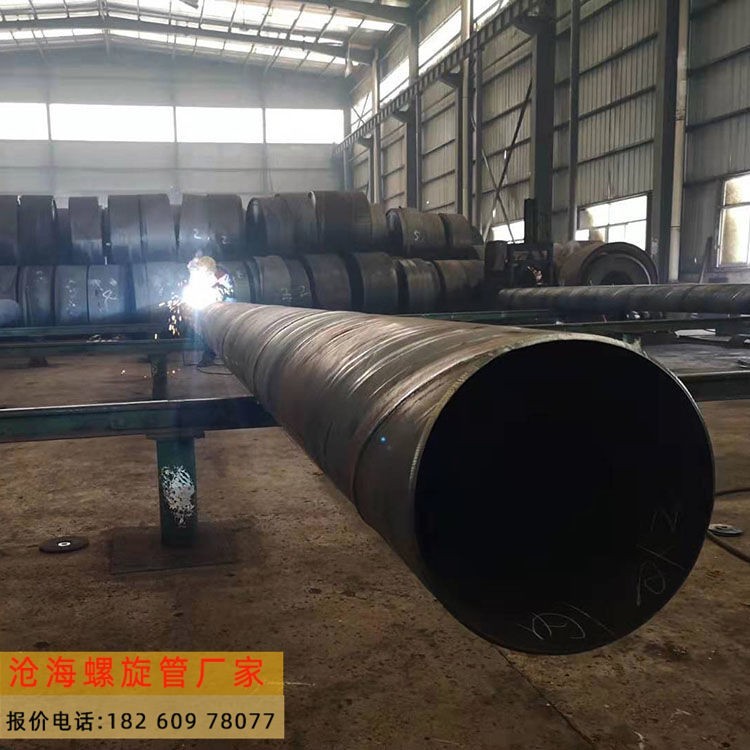
螺旋钢管用途:
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个产品之一。螺旋钢管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。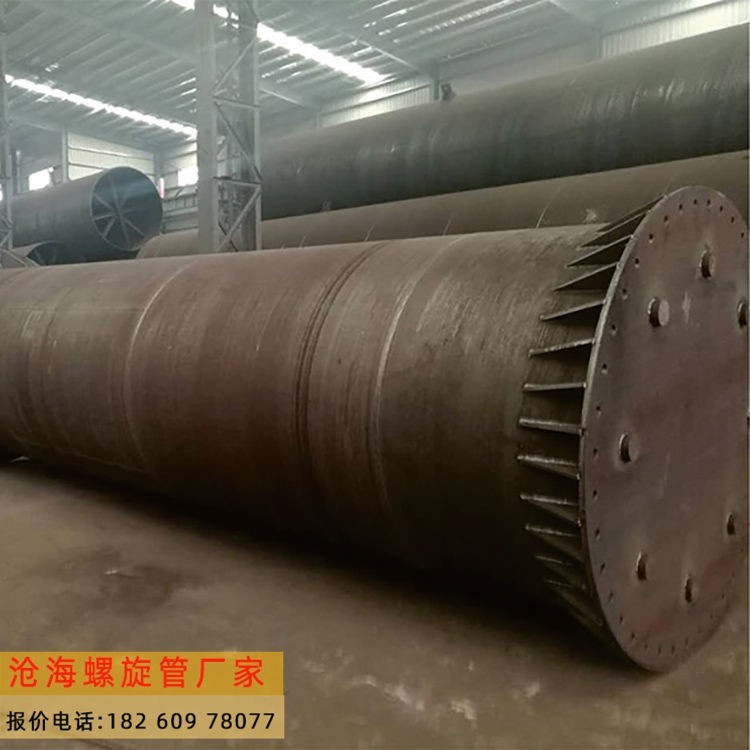
螺旋钢管的技术性能与特点有哪些:
1、由表面经镀锌和烤漆双层防腐处理的钢管与塑料管经过缩径、粘接等特殊工艺复合而成;
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃~+55℃,热水管工作温度0℃~+75℃,线膨胀系数为2.5×10-5/℃;
3、清洁、安全卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求;
4、内壁光滑,不锈蚀,不结垢,无通径损失;
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便;
6、从DN15——DN300各规格品种。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统。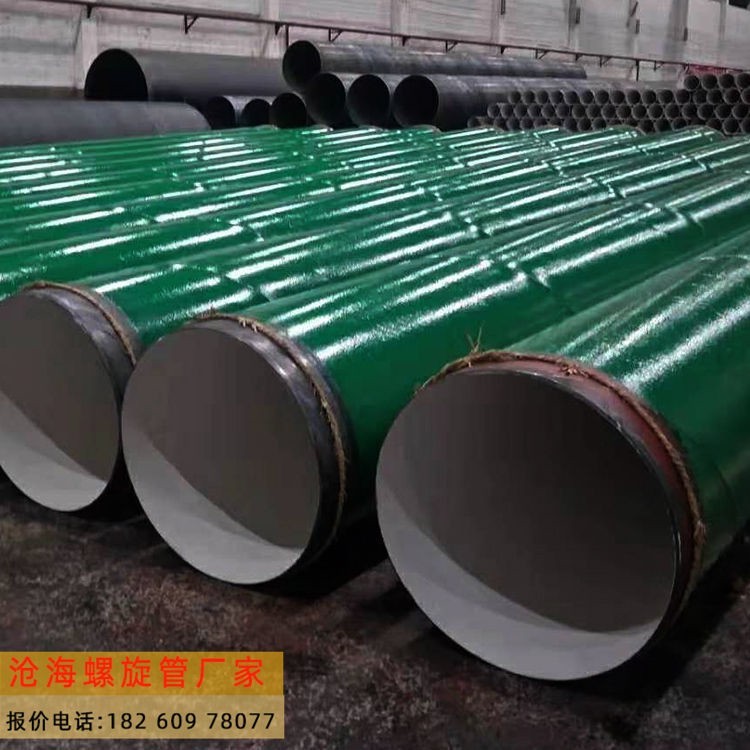
螺旋钢管主要工艺特点:a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。b. 采用的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地了产品质量。d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。 螺旋钢管堆放原则要求:1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;2、禁止在螺旋钢管垛位四 制造业连续两月回升 毛盛勇分别从工业生产稳定增长、需求结构优化、经济效益提高、就业物价平稳、动能加快转换等5个方面来说明当前中国经济运行的特点。虽然消费和总体增速出现了放缓,但升级类消费保持比较快的增长势头。“从网上消费来看,服务消费增长速度更快一些,这是消费升级的一个表现”。与此同时,尽管整体增速有所回落,但是结构正在优化。周存放对钢材有侵蚀作用的物品;3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;4、同种材料按入库先后分别堆码。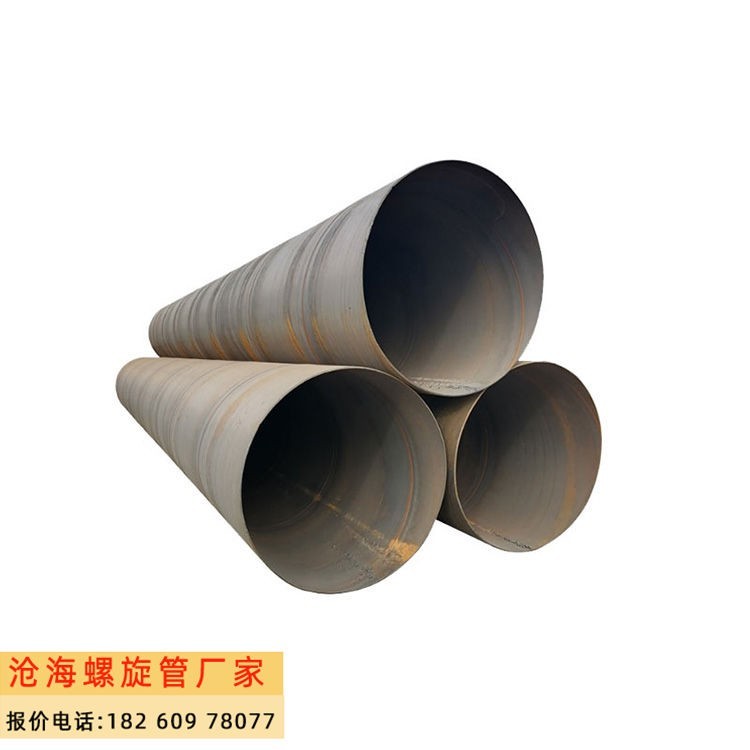
大口径螺旋焊接钢管采用卷板,利用螺旋管焊接生产线一次成型。国内已可生产DN3620mm螺旋焊接钢管。螺旋焊管受加工工艺影响,管材存在较大残余应力,这部分残余应力与管道运行期间工作应力组合后,降低了管道承受内压的能力。另外,螺旋焊接管的焊缝较直缝焊管的焊缝长,这就意味着薄弱环节多,可靠性差。但由于输水工程管道内压一般不算太高,即使螺旋焊接管存在上述问题也不影响其应用。按材质可分为灰口铸铁管和延性铸铁管,由于灰口铸铁管口径不大、材质不稳定,因此事故较多,在输水工程中基本不采用。延性铸铁管也称为球墨铸铁管,其强度比钢管大,延伸率也高出10%。另外,现有些厂家生产的球墨铸铁管没进行退火处理,称为铸态球墨铸铁管,其材质的性能除延伸率低于球墨铸铁管外,其余性能指标均与球墨铸铁管相似,价格也低,应用也较多。大口径螺旋钢管焊接的时候时常会出现一些小缺陷,种,气泡现象,主要黑丝因为氢气没有完全被排除导致的,一般都是在焊道的中间出现,要想去除气泡就除去钢管里面的湿气.第二种,裂纹,这种现象一般分为两种原因,一方面是硫化物侵入到管道的内部产生的,另一方面则是热裂纹,消除这种裂纹的方式很简单,只需要将垫板放在起弧和息弧中间就可以了.第三种,是煤渣,这一般都是金属残留物里自带的一种煤渣.第四种,焊透度的意思就是金属的重叠程度还不够多.第五种,当焊缝中心出现沟槽的时候就说明螺旋钢管出现了咬边的情况.螺旋钢管的这些缺陷比较常见,如果不是大面积的话还是不影响使用的。
螺旋焊接钢管工艺特点
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋焊接钢管堆放规则
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。