钦州定制螺旋钢管多种材质,推荐沧海钢材
-
¥3000.00
及时发货
交易保障
卖家承担邮费
选择螺旋钢管的原材料时,面对众多选项,没有意义上的“好”材质,因为每种材质都有其特定的应用场景和优势。关键在于明确自身项目的具体需求,从而挑选出符合使用目的且的材质。市场上的螺旋钢管材质琳琅满目,例如常见的有Q235、Q235B、10#、20#、Q345(俗称16Mn)以及一系列L系列材质,如L245至L555,分别对应国际标准中的X56至X80等级。其中,Q345B、L245、L360及X40至X80级别的螺旋钢管,均符合国标GB/T 9711.1及9711.2,它们广泛应用于石油与天然气等介质的输送领域。
更为的材质包括L290(X42)、L320(X46)、L360(X52)直至L555(X80),以及它们的低温版本如L290NB/MB(X42N/M)、L360NB/MB(X52N/M)等,这些材质各自具备不同的耐压、耐温和耐腐蚀性能,适合于不同工况条件下的油气田开发、长输管线建设等项目。因此,在决定使用哪种材质的螺旋钢管之前,深入了解每种材质的特性和应用范围,是确保项目成功的关键一步。
国内的螺旋钢管生产线目前多集中于生产直径219毫米至3620毫米范围的产品,这一生产跨度与所选用原材料的宽度密切相关,直接关系到螺旋钢管成品的质量与规格匹配度。小口径钢管,即直径在219至529毫米之间,理想的带钢宽度应在300至550毫米区间。若带钢过宽,则可能导致粘结不牢,外观欠佳;反之,若宽度过窄,则螺旋钢管的成型工艺难度加大,终产品焊缝近乎直线,失去了应有的螺旋形态美感。
当钢管直径扩展到529至1000毫米时,所用原材料板宽一般升级至685至1100毫米,以确保成型质量。至于直径达1500毫米以上的大型螺旋钢管,则需采用宽度为1500毫米的卷板进行生产。值得注意的是,与小口径钢管相比,大口径钢管的制造技术要求更为严格,不仅在材料处理、焊接技术、成型工艺上均有更高的标准,还需精密的设备支持与严格的质量控制,以保障终产品的性能与稳定性。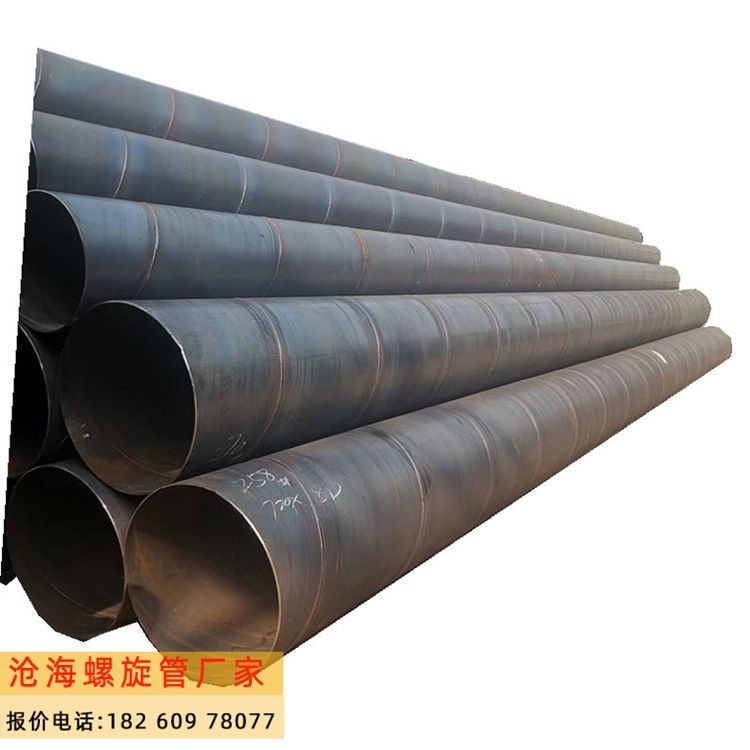
螺旋钢管的制造起始于带钢卷材,通过的双丝双面埋弧焊接技术,被精心塑造为螺旋形态的钢管,这一过程伴随着温控挤压以优化成型效果。此焊接技术确保了焊缝对接,显著降低了边缘错位、焊接偏差及熔深不足等问题的发生概率,提升了焊接质量的可控性与一致性。
其详尽的制造流程如下:
1. **开卷与初步检测**:钢板卷材展开后随即进入生产线,首入的是全面的超声波检测环节,对钢板进行初次质量把关。
2. **平整与边缘处理**:通过压平机消除钢板原有的卷曲状态,随后借助铣边机对钢板两侧进行精细修整,确保边缘平直、宽度适宜,并形成的焊接坡口轮廓。
3. **螺旋卷制**:在连续的生产线上,钢板被逐步卷曲成螺旋管形状,沿其外缘优雅地螺旋上升。
4. **精密焊接与检测**:在钢管成型前,运用自动化埋弧焊接技术进行焊接。这一阶段,系统会对即将焊接的接缝进行连续的在线超声波检测,以确保无遗漏的焊缝质量监控。一旦发现缺陷,系统即刻发出警报并标记,操作员可根据反馈迅速调整工艺参数,即时排除问题。
5. **管端精细化处理**:后,对钢管两端进行精密加工,严格控制端面平整度、槽角及钝边的度,确保所有细节均符合高标准要求。
历经这一系列严谨而精细的步骤,的螺旋钢管终得以呈现在众人眼前,展现了现代制造业的技艺与严格质量控制。