无缝精拉管现货切割149x44退火无缝管供应
-
≥1吨¥3980.00
及时发货
交易保障
卖家承担邮费
无缝精拉管现货切割 149x44退火无缝管供应
山东德润金属制品有限公司位于山东省聊城市经济开发区,北邻济馆高速,西邻京九铁路,地理位置,交通方便。
主要生产:异型钢管、精密钢管、椭圆管、冷拔异型钢管、扇形钢管、六角钢管、八角钢管、精密异型钢管、特殊管、无缝钢管、流体管、电力用管以及各种合金管等,并为客户定做非标精密钢管、非标无缝钢管等管材。材质有:10#、20#、35#、45#、20G、gcr15、Q345B/C/D/E\16mn、40Cr、20Cr等材质。适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。
公司以良好的信誉、的产品、雄厚的实力、低廉的价格全国30多个省、市、自治区、直辖市,产品深受用户信赖。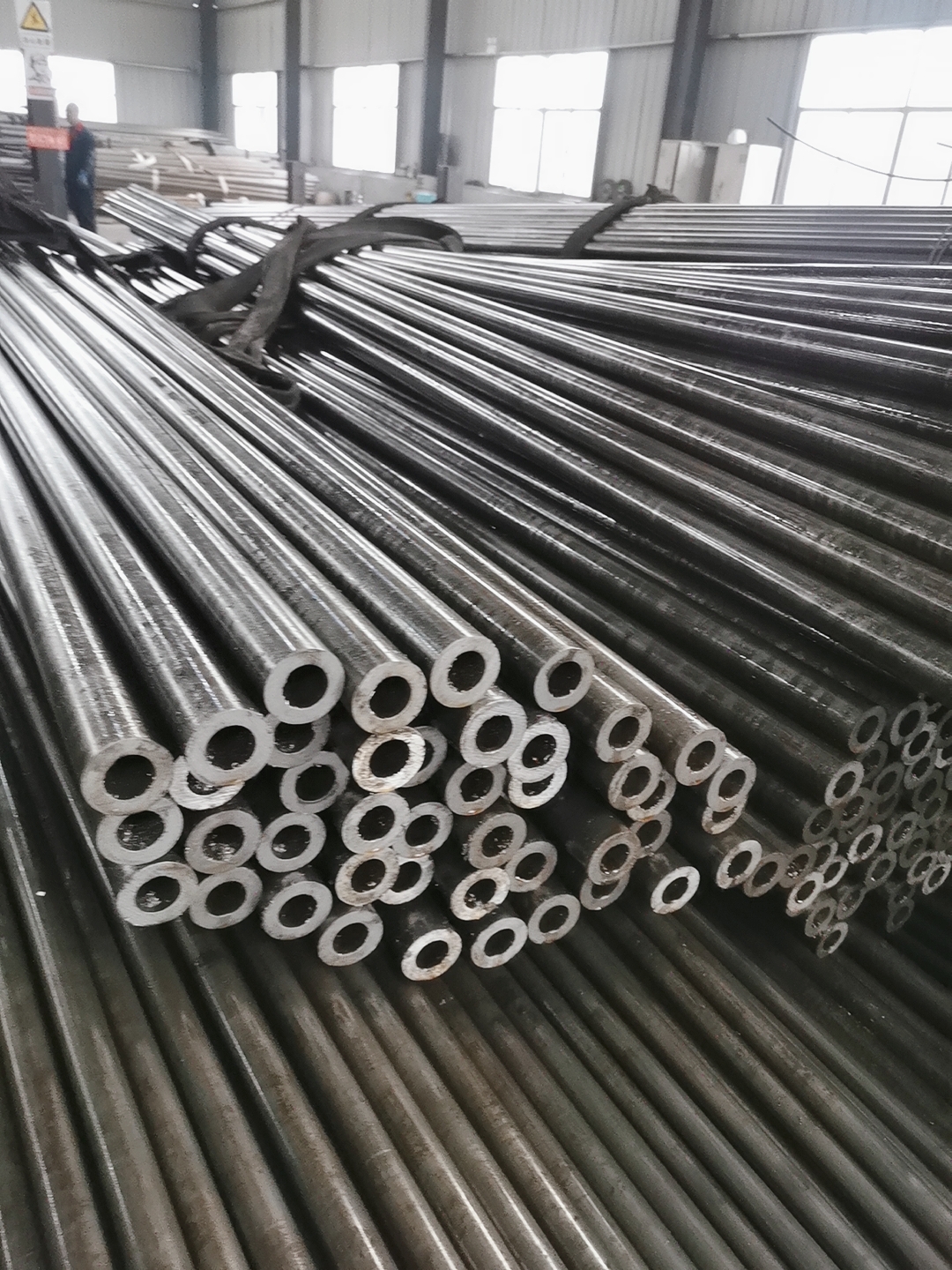
精密钢管热处理调质方法有哪些?一般分为四大部分:正火、淬火、回火、退火。调质淬火时,要求工作整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。通过高温回火,得到以均匀回火索氏体为主的显微组织。小型工厂不可能每炉搞得金相分析,一般只做硬度测试,这就是说,淬火后的硬度达到该材料的淬火硬度,正火:正火是将刚加热到临界温度以上,使钢全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。它能消除过共析钢的网状渗碳体,对于亚共析钢正火可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。
淬火:淬火时将钢加热到临界温度以上,保温一段时间,然后在空气中自然冷却的热处理方法。它能消除过共析钢的网状渗碳体,对于亚共析钢可细化晶格,提高综合力学性能,对要求不高的零件用正火代替退火工艺是比较经济的。 淬火:淬火时将钢加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度冷却,而获得以马氏体为主的不平衡组织的热处理方法。淬火能增加钢的强度和硬度,但要减少其塑形,淬火中常用的淬火剂有:水、油、碳水和盐嘞溶液等,而高速钢的淬火剂可以是“风”,所以高速钢又被称为“风钢”。
回火:将已经淬火的钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分为高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。
退火:将钢加热到一定温度并保温一段时间,然后使它慢慢冷却,成为退火。
钢的退火是将钢加热到发生相变或部分相变的温度,经过保温后慢慢冷却的热处理方法。退火的目的,是为了消除组织缺陷,改善组织使成分均匀化以及细化晶粒,提高钢的力学性能,减少残余应力;同时可以降低硬度,提高塑形和韧性,改善切削加工性能。所以退火既为了消除和改善前道工序遗留的组织缺陷和内应力,又为后续工序做好准备,故退火是属于半成品热处理,又诚预先热处理。
调质处理:淬火后高温回火的热处理方法称为调质处理,高温回火是指在500~650℃之间进行回火。调质可以使钢的性能,其强度、塑形和韧性都很好,具有良好的综合机械性能。超声波可实现电能和声能之间的相互转换以及超声波在弹性介质中传播时的物理特性是无缝钢管超声波探伤原理的基础,定向发射的超声波束在管中传播时遇到缺陷,既产生波的反射,又产生波的衰减,经过探伤仪的信号处理,如采用反射法探伤,可获得缺陷回波信号,如采用穿透法探伤,可凭借透过波的衰减程度获得缺陷信号。二者均可由仪器给出定量的缺陷指示。采用横波(或板波)反射法(或穿透法)在和精密钢管才可进行手工检验。自动或手工检验时均应声束对管子全部表面的扫查。注:自动检验时对精密钢管两端将不能有效地检验。但此区域应控制在200mm以内,对于钢管精密钢管和一些机械部件的内控的直径的测量有直接测量、简介测量和综合测量等测量方法。直接测量(用的多的一种测量方法,我们精密钢管的生产过程和检验过程中经常使用这种方法)。利用两点或三点,直接测量出孔径的方法,也是对常用的孔径测量方法,根据被测孔径的精度等级、尺寸和数量大小,可以采用能测孔径的通过长度测量工具,也可采用的孔径测量工具。
精密钢管主要发生在合金结构钢和低合金强度精密钢管等钢种,已脆化精密钢管的断口是沿晶断口或是沿晶和准理解混合断口。产生低温回火脆性的原因,普遍认为:1.与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。2.杂质元素磷等在原奥氏体晶界偏聚也是造成 低温回火脆性原因之一。含磷低于0.005%的高纯度精密钢管并不产生低温回火淬脆性,磷在火加热时发生奥氏体晶界偏析,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了精密钢管低温回火脆性的发生。
退火无缝管-无缝精拉管对于水轮机关键部分大部分采用不锈钢铸件,如ZG06Cr13Ni4Mo、ZG06Cr16Ni5Mo等。这类材质铸造性能较差,流动性差,体收缩和线收缩较大,热应力大,容易产生裂纹。一旦铸件产生裂纹,不仅返修工作量大,严重的还可能报废,造成重大的经济损失。铸件裂纹的产生因素主要是铸件结构、铸造工艺等,生产中一般采用以下措施来加以预防:铸件结构铸造时要考虑铸件的结构、形状、大型、壁厚及其过渡等影响铸件液态和固态收缩的因素,选择适当的工艺参数,防止缩孔缩松等铸造缺陷。