意大利驱动顶针,车床驱动顶针,意大利FRB端面驱动顶针
-
面议
及时发货
交易保障
卖家承担邮费
FRB磨床用驱动顶针技术的特点与应用
FRB驱动顶针有针对各类机床的特设计,车削、磨削、重载和齿轮加工四大类驱动顶针满足各种场合的使用,FRB端面驱动顶针内部采用自动平衡补偿系统,
意大利FRB端驱顶针的中心顶针的跳动量≤0.02mm,加工后的工件跳动能达到0.02-0.05mm。
连接主轴的形式有多种:1)莫氏锥柄直连主轴内孔(或通过变径套和连接盘),2)卡盘直接夹紧端面驱动顶针,3)法兰连接到主轴。
磨削用端面驱动顶针
磨削用端面驱动顶针属于液压式(也有一些用户把机械式端面驱动顶针应用到外圆磨床,而且效果比较理想) ,产品结构和工作原理与机械式端面驱动顶针基本相同。
滚齿用端面驱动顶针
滚齿用端面驱动顶针属于机械式,产品结构和工作原理与机械式端面驱动非常相近。体和前部驱动端的距离较长,而且驱动齿的外径即是前部驱动端的外径,如此设计的目的是为了避让大直径滚刀或铣刀的干涉。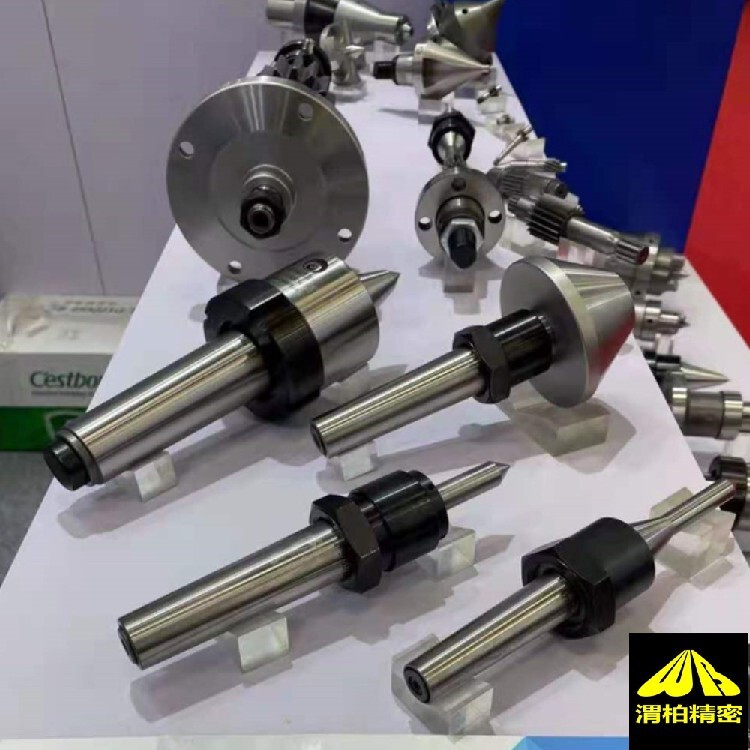
意大利FRB端面驱动顶针应用:
JYOTI机床、EMAG ZETA机床、LIANA机床、JUNKER机床、美国哈挺机床、意大利TACCHI机床、德国WEISSNER机床、DOOSAN机床、OKUMA机床等。
意大利FRB端面驱动顶针和机床链接方式:
可选择莫氏锥柄、法兰连接和软爪夹持3种安装方式,在精车和磨削系列中,中心顶针固定,油(气)缸推动驱动卡爪嵌入工件端面, 配合尾座弹性回转顶针,加工精度可达μ级。