三门峡沙钢宽厚板数控切割-16Mn钢板切割
-
¥3880.00
及时发货
交易保障
卖家承担邮费
公司威拓库存明细敬请来电咨询:或登录我公司资源网站查询 普碳钢板:q235a/b/c/d/e 规格:2mm-500mm Z向性能z15-z35 威拓20000吨 低合金板:q345a/b/c/d/e 规格:3mm-500mm z向性能z15-z35 威拓15000吨 模具钢板:35#.45#.50# 规格:2mm-500mm 保性能需要定扎 常规7000吨 容器钢板:q245r.q345r 规格:6mm-160mm 国标状态交货 威拓4800吨 高强度钢:q345gja-d 规格:6mm-150mm 国标状态交货 威拓3200吨 不锈钢板:304.304L.304H.306.306L.314.316.316L.317L.321.2205/31803等材质 零割加工、按图剪切 无锡威拓钢铁有限公司主要经营江苏沙钢集团宽厚钢板,南京钢铁集团,兴澄宽厚板。年代理销售各类 板材8万吨。同时经销营口、马钢、济钢、莱钢、文丰、武钢等钢厂板材,棒材,型材等特殊产品。
公司主要从事特宽特厚热轧普板(Q235B)低合金板(Q345B)模具钢(S45C)等板材的销售定扎,中厚板圆形,矩形,异形件的切割加工与销售.(材质不限),产品广泛应用于钢结构制造业,各类机械加工制造业,锅炉容器制造业,磨具加工等行业 主营中厚板材质碳素结构钢(Q235ABCD、SS400、ASTM-A36等)、碳素结构钢(20#—60#、S45C、等)、低合金高强度结构钢(Q345ABCDE、490AB、S235、S355J2G3、S355JR、S355JN、S355K2G3、等)、压力容器(16MnR、20R、Q245R、Q345R等)、锅炉钢(20G)等。钢铁制品加工 钢板切割粗、深加工,拥有半自动火焰切割机、数控全自动切割机、等设备数台. 公司实力雄厚,库存各大钢厂宽厚板万余吨,具有品种规格全、价格优、质量好等优势. 公司始终坚持,用户至上,市场双赢的原则,建设企业,创造财富,造福员工,回报社会。品质源自,实力见证品质。务实、开拓进取、合作共赢、追求。公司在致力于经济发展的同时,借助的办公设施、完善的售后服务、良好的员工素质、积极的市场导向及一站式的销售理念为你的采购提供物超所值的服务,为广大用户提供一个良好的合作氛围。 诚邀社会各界人士莅临参观指导,携手共进,共创辉煌!
因客户与我们在钢板材质上说法的不同,所以明确客户采购钢板的材质要求,避免在采购钢板或钢板切割下单时造成材质的混淆和错乱而造成不必要的损失。例如,因钢板材质没有明确而造成的钢板运输费用上的损失也不在少数。所以在钢板销售业务中对钢板材质的了解与客户的明确要求,在钢板销售、切割加工中的成本有着很重要的关系。厚板常见的宽度一般有:1500mm,1800mm、2000、2200、2500、2800,长度一般从6000mm至12000mm。客户是根据自己的产品尺寸要求进行倍尺计算来确定采购钢板的宽度与长度。其次客户考虑在进行钢板加工时所需的加工损耗来确定钢板采购尺寸。尽量减少钢板切割加工过程中的浪费,以达到降低钢板采购资金和综合成本和的目的。客户的钢板采购量较大的时候,可进行钢厂定轧。按客户的尺寸进行定制钢板。
【钢板加工种类】 可加工法兰盘、盲板、机械零部件加工、齿轮箱体、轴承座、轧钢机牌坊、减速箱体、钢结构加工件、基础环件、机床框架等特殊钢板半成品加工及整板销售。 可根据用户需求切割各种厚度钢板.仿形件、异形件、轧机牌坊、墙板、管板、立板、滑块、轴承座、法兰盘、圆盘等特殊异形构件下料。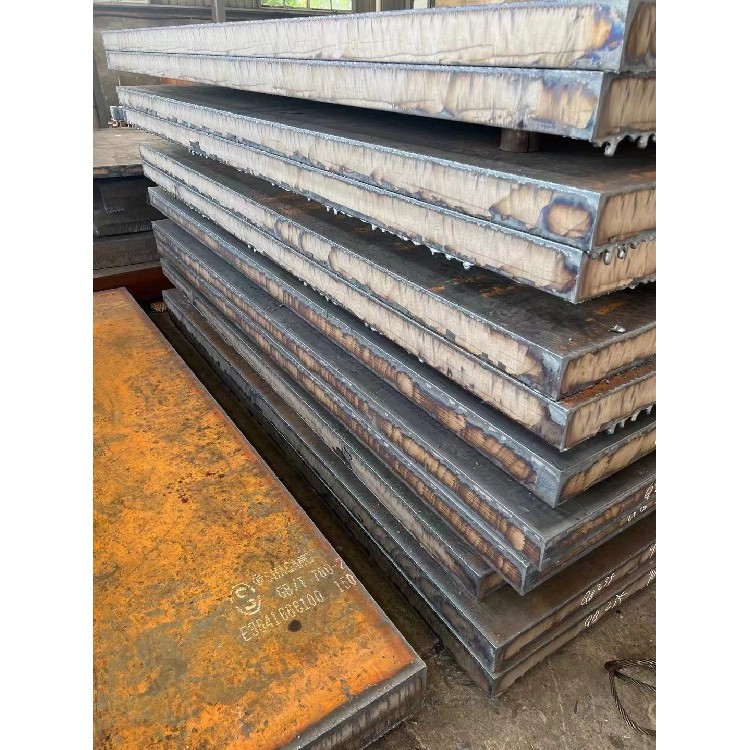
一方面,氧气是可燃气体燃烧所必需的,它是为达到钢板的可燃温度提供所需的必要能量;另一方面,氧气是钢板预热到燃点后燃烧所必需具备的条件。钢板切割时所用的氧气是高纯度的,氧气纯度的通常标准是达到99.5%以上。一些厂家的工业标准要求氧气纯度在99.7%以上。当氧气纯度降低时,不仅切割速度降低,而且切割缝会变宽,切口下端会有更多的挂渣,由于很难立即清理,所以切割断面的质量会大大降低,氧气的消耗也会增加。这不仅会降低钢板切割效率和产品的质量,而且增加了生产成本。
钢板切割的操作工艺在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。 根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心以—mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。