

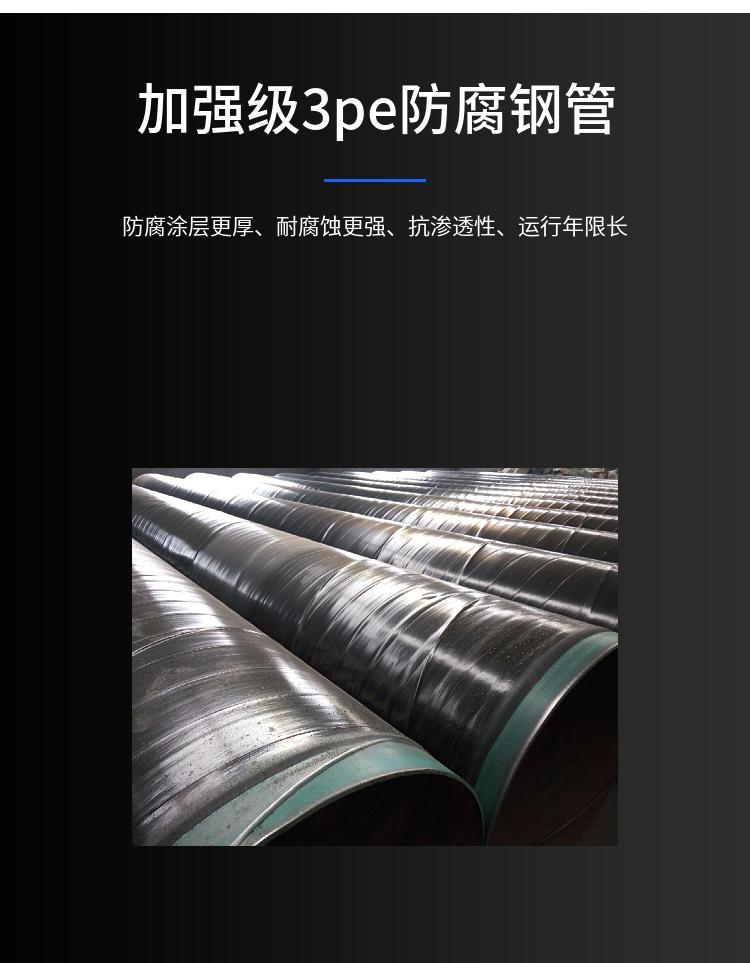



当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好由于生产工艺的,直缝焊管极难实现连续不间断检验,这将使焊接隐患与问题的出现机率,影响将来管线运行的整体工作可靠性

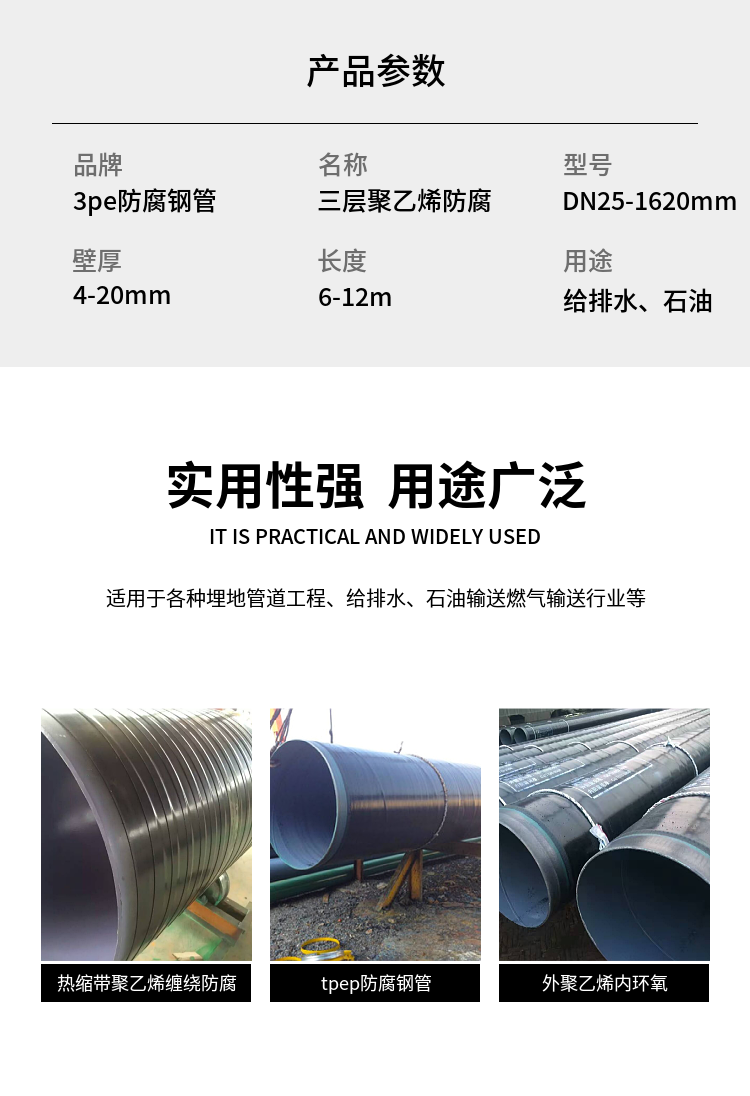
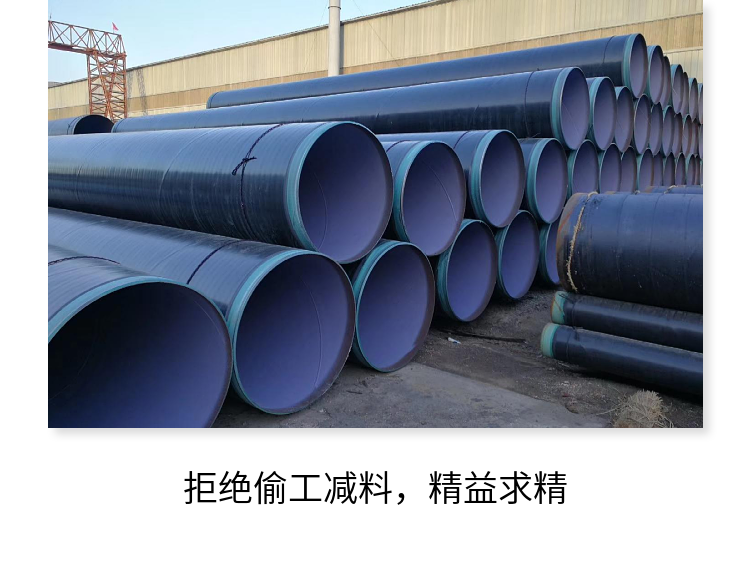
聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀根据钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力,试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象

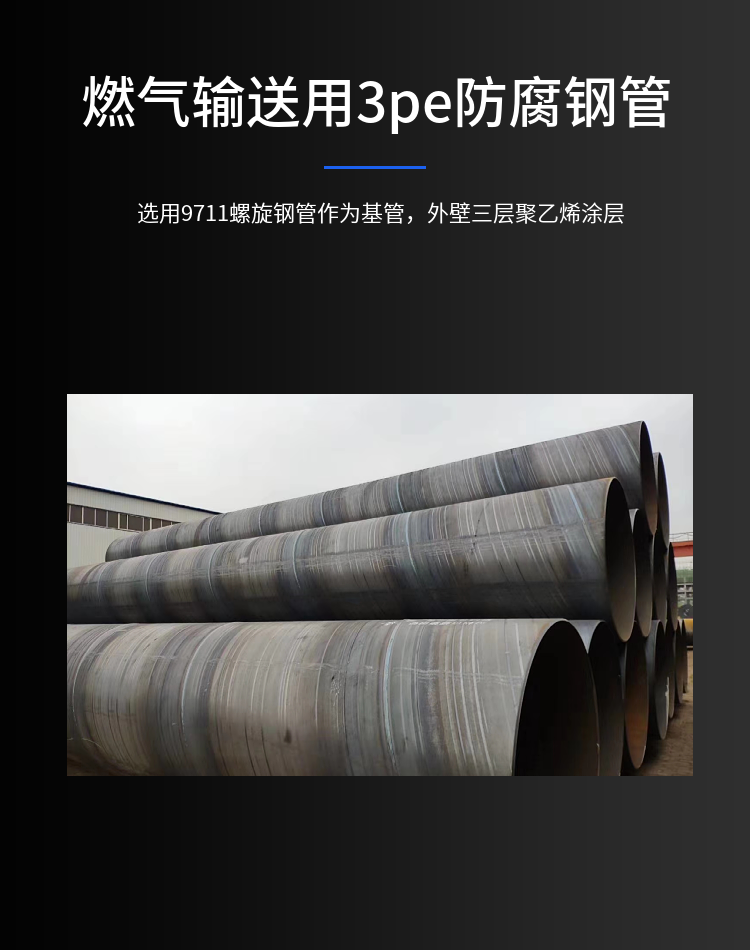
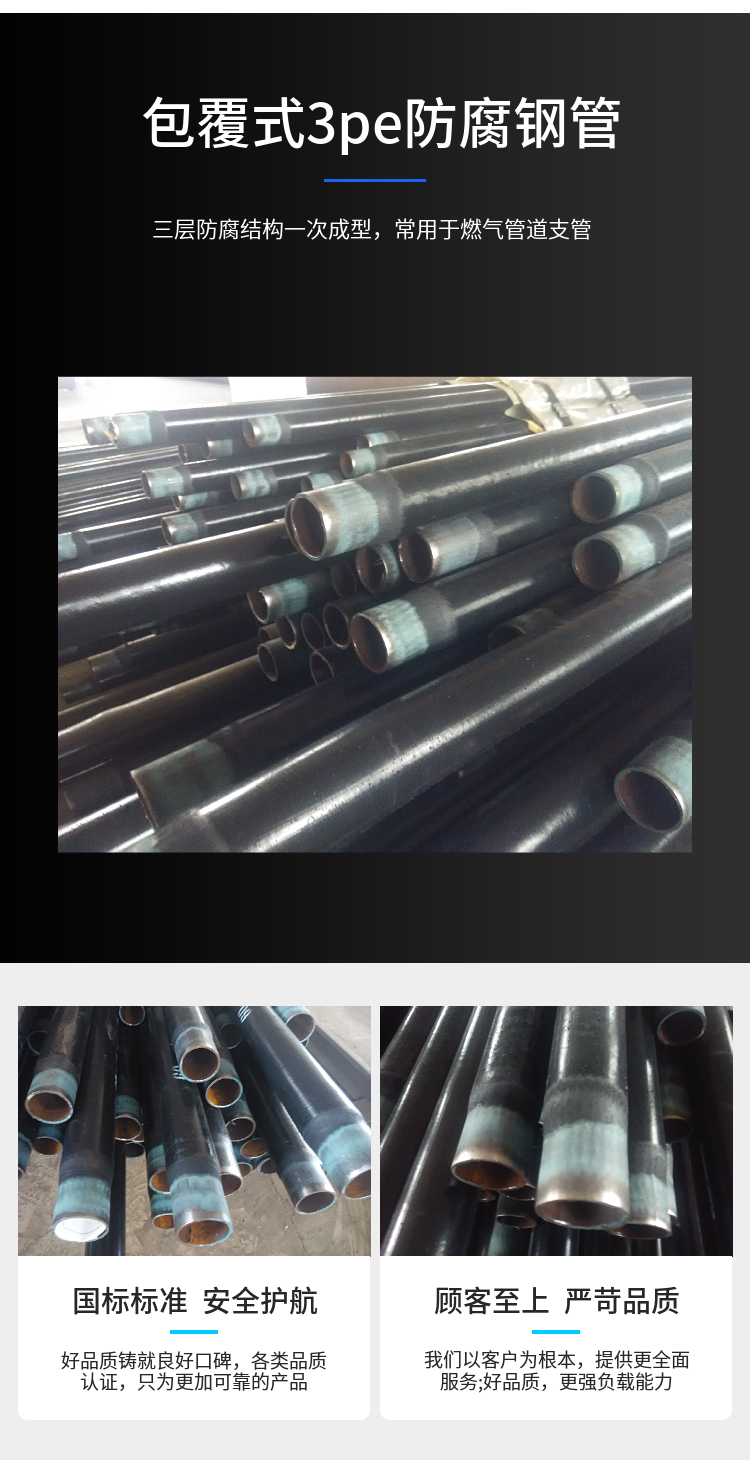
在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实螺旋管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示螺旋管有单面焊的和双面焊的,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定