厂家供应全自动胀管机质量可靠
-
面议
及时发货
交易保障
卖家承担邮费
换热器胀管机产品特点
① 可以任意设置保压时间,胀接压力,胀接质量;
② 脚踏开关控制方便操作
③ 升压、卸压速度快,胀接速度成倍提高;是机械胀接的3倍以上。
④ 对散热管和散热鳍片进行全厚度一次性均匀胀接;
⑤ 被胀接后的器件残余应力低,不易产生间隙腐蚀;
⑥ 换热器胀接后轴向不拉长而稍有收缩,有利于减少运行噪音;
⑦ 胀接处,先胀后焊不受影响;
⑧ 此设备还可用于常规散热管内置钢珠挤压式胀接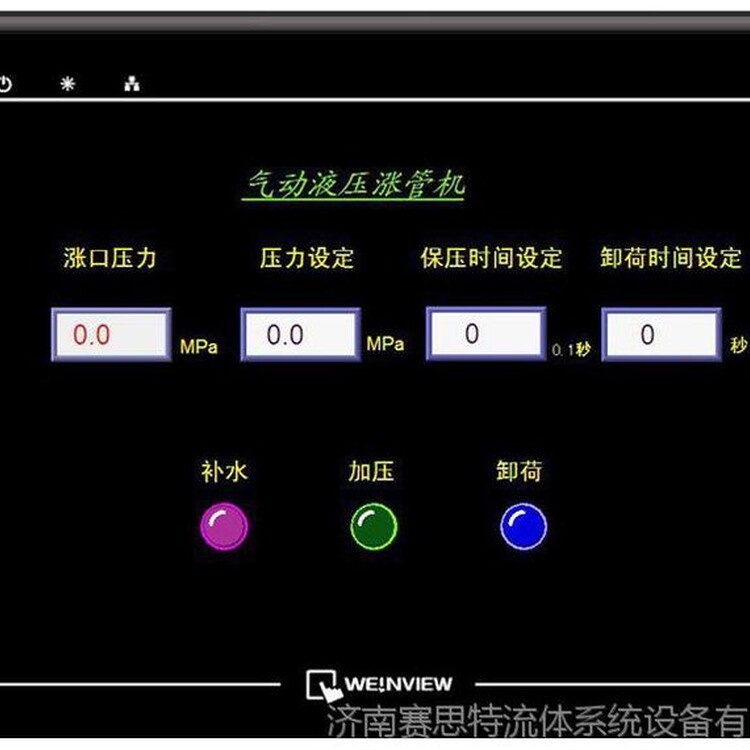
夹持虎钳,使钻杆转动与回退操作非常容易。
方便的动力站与操作台连接方式,拆装省时省力。
特的虎钳牙面结构设计,双向工作能够可靠实现。
拉管器配备密封装置,使更换的管线清洁、。
全封闭柴油机动力站,噪音小,工作可靠。
无电控装置设计,设备适应性强。
钻杆在胀管的同时穿过下一根待换管线,完成一次就位两次胀管,大大提高工作效率,节约成本。
钻杆设计:
钻杆直径小,可以顺利穿过较小直径的各种待换被腐蚀管线。
螺纹钻杆,无环形连接设计,使钻杆通过障碍时不会造成V型弯曲。
钻杆柔性强,能够在弯曲道路(弯曲管线)上施工。
钻杆有空心设计,可方便与AirImpactor配合使用。
操作步骤:
一、打开加水高压阀开关(开到大)
二、打开控制电源按钮开关
三、打开油泵启动按钮开关(如设备油泵启动开关无法正常运行,请检查外接航空插座火线连接的是否正确,建议把L1、L2、L3三条火线中的任意两条互调后再试。)
四、按下升压按钮开关待机5-10秒
五、按下降压开关按钮,放置5-6分钟
六、把第四、第五步骤重复1-3次(此步骤是为油缸和高压软管中排气、加水)
七、按下油泵启动按钮,关闭加水高压阀(一定要旋紧到位)
八、把胀头插入准备胀接的管板中
九、开启油泵启动按钮,通过降压阀手柄把降压表压力调至1-1.5mpa的位置
十、在plc触屏中设置目标胀接压力值,按下升压开关,观察plc上实际胀力值的变化,通过升压阀旋钮手柄进行调节实际压力值,使实际压力值高出目标压力值1-2mpa(调节到位的表现为:设备实际压力值到达目标压力值后会立马自动泄压)
十一、以上步骤完成后就可以通过胀管手枪上的开关进行胀管作业工作了。
十二、如需要保压,可以通过plc触屏设置1-50秒任选
在胀管的时候因为胀管器的不断扩张,胀管机所提供的转距会慢慢变大,胀管机的电机电流因此也增大,经过数字控制仪对电流的采样,放大模数转换,数字显示实际时的工作电流,经比较器与预先设定的胀管值比较,到达设定值时控制仪控制电机自动停转。经延时电路的延时间隔,控制仪又自动驱动胀管机逆时针反转,使胀管器开始松开。待松开时间到达与之预先设定的退出时间时,控制仪断开胀管机电机电源,胀管机停转,从而完成一个胀管过程。
机械胀接是国内外目前为常用的方法。机械胀管的工具有电动、气动、手动等区别。该方法除了具有劳动强度高和工作效率低、损伤管子等缺点外,还难以对管板厚度超过100毫米以上的换热器实行全厚度胀接。而现代化工装置都在高参数下运行,换热器的管板厚度越来越厚,管板厚度超过200毫米的换热器已不鲜见,用传统的机械胀接技术已无法对这种厚管板换热器进行全厚度胀接,使得换热管和管板之间的间隙难以消除,留下间隙腐蚀的隐患。