宁波-第三方检测机构-三坐标检测-优尔鸿信-CNAS认可
-
面议
及时发货
交易保障
卖家承担邮费
三坐标检测是一种基于坐标测量机的三维测量方法,通过测量工件相对于基准坐标系的位置和形状参数,确定工件是否符合设计要求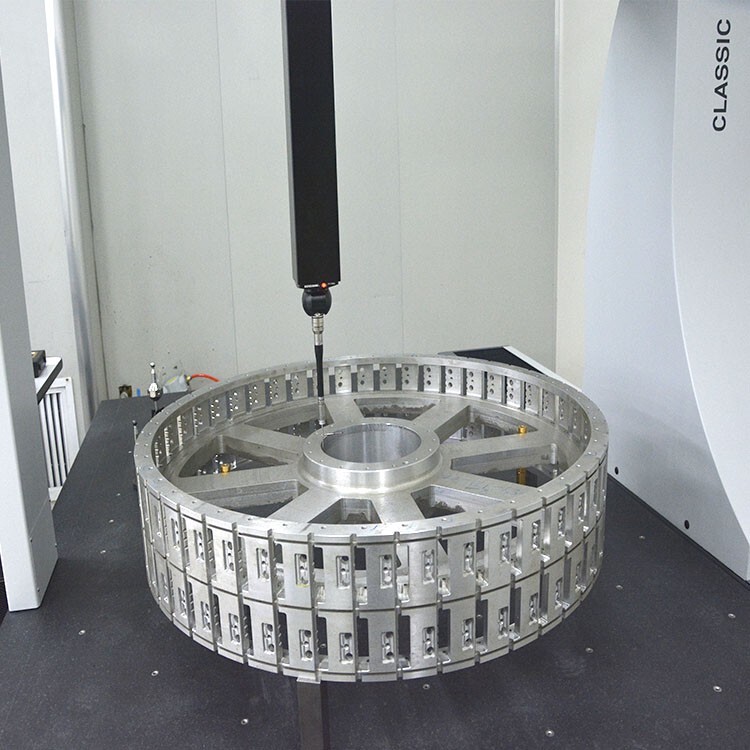
激光测距技术:在现代工业与科研领域,激光测距技术已成为不可或缺的工具。该技术利用激光束的直线传播特性和极小的发散角,实现非接触式测量,精度可达微米级甚至纳米级。无论是测量大型建筑结构的尺寸,还是精密机械部件的微小位移,激光测距仪都能提供准确无误的数据,为质量控制和工艺优化提供坚实支撑。
自动化精密检测线的智能化升级:随着智能制造的兴起,自动化精密检测线成为提升生产效率和质量稳定性的关键。这些检测线集成了机器视觉、人工智能、大数据分析等技术,能够实现对产品尺寸的实时、测量,并对测量数据进行快速分析和处理,及时发现并纠正生产过程中的偏差,实现生产过程的智能化、化控制。
大实体要求:适用于中心要素,要求该要素的实际轮廓不得超出大实体实效边界,并且实际尺寸不得超出极限尺寸。
小实体要求:当被测要素的实际轮廓偏离其小实体状态时,允许的形位误差值可以增加,偏离多少就增加多少。
可逆要求:指中心要素的形位误差值小于给出的形位公差值时,允许在满足零件功能要求的前提下扩大尺寸公差。
形位公差在机械制造业中具有广泛的应用,它直接关系到产品的精度、互换性和使用寿命。合理的形位公差设计可以确保零件在装配和使用过程中能够保持正确的位置和形状关系,从而提高产品的整体性能和可靠性。同时,形位公差的检测也是质量控制的重要环节之一,通过的测量和检验可以及时发现并纠正生产过程中的偏差和问题。
选择合适的测量工具:根据待测尺寸的大小、形状和精度要求选择合适的测量工具。
正确操作测量工具:在使用测量工具时,应严格按照操作规程进行,避免因操作不当导致的测量误差。
注意测量环境:测量环境对测量结果有一定影响,应尽量选择温度稳定、光线充足、无振动和电磁干扰的环境进行测量。
多次测量取平均值:为了提高测量精度,可以多次测量并取平均值作为终结果。