梅州水冷散热器大量供应,漏液液冷散热器
-
面议
及时发货
交易保障
卖家承担邮费
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接 水冷板的承压和泄漏测试 依照客户规格对产品性能进行测试 承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。 提高导热效率通常有以下几种方案: (1)提高冷板与电芯的接触面积; (2)提高冷板与电芯之间界面的导热率; (3)提高冷板自身(材料)的导热性能; (4)调整流道设计,提高流体自身的换热效果; (5)不同冷板布置方案。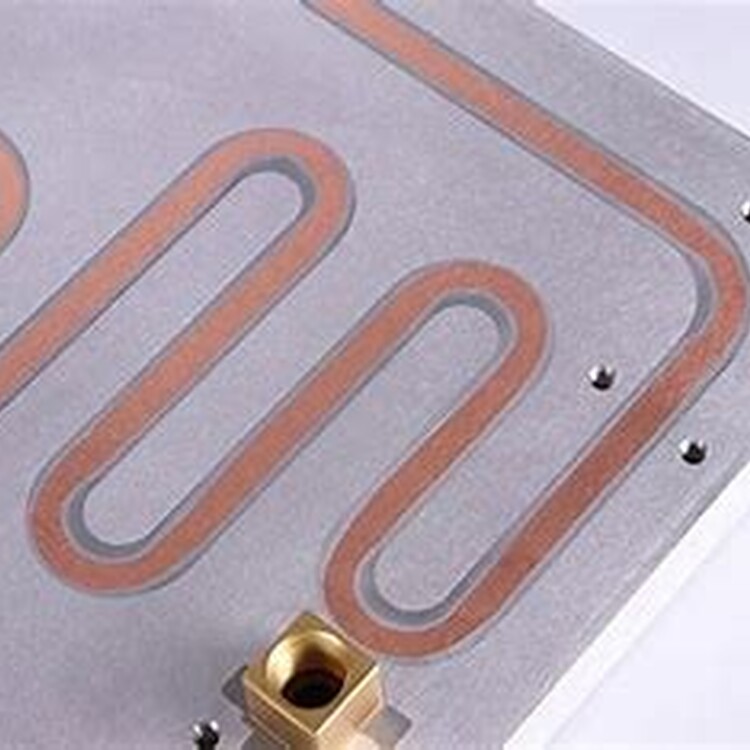
冷板材料上,目前业内主要采用的是铝合金,铜的导热效果更好,但成本要贵得多,所以不是主流方向,在非电池包领域有应用;对于提高导热界面的导热效率,主要是在导热界面材料TIM上做功夫,由之前的空气介质,到后来的导热垫,再到目前的导热胶,TIM的导热效果在不断提高。
冷板设计的重心基本就集中到了提高冷板与电芯的接触面积、调整流道设计,提高流体自身的效果上来。这种变化我们可以从法雷奥对于不同充电功率所需冷却效果(综合换热系数)的划分上对比来看。 冲压流道和凸包这种大平板式的冷板设计迎合了当前快充和大模组、CTP的设计思路,是当前的主要应用趋势。另外,根据是否存在模组、界面材料TIM、箱体和电芯,这4者与冷板的位置来划分,冷板至少有6种的布置方案,其中箱体集成水冷板是目种比较受欢迎的设计思路。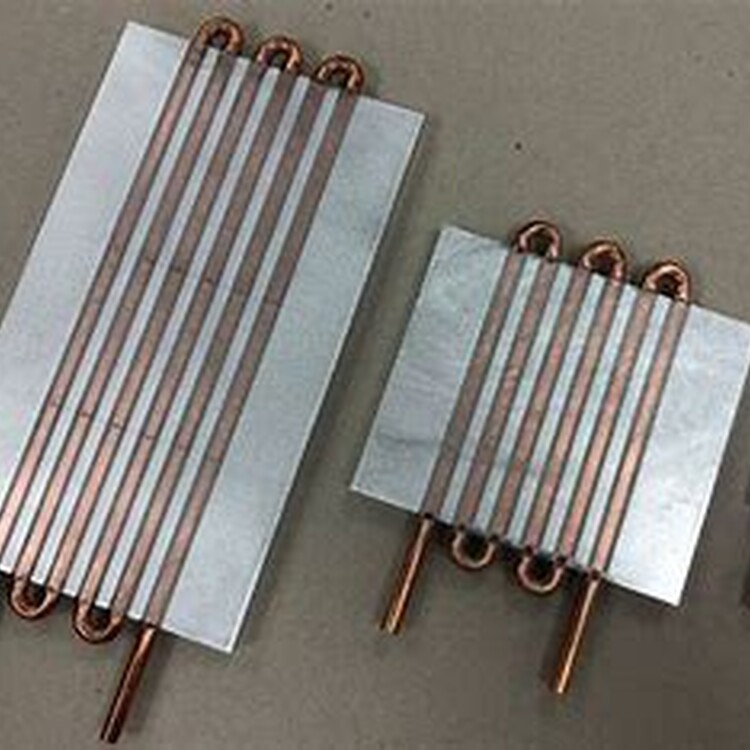
液冷板/水冷板散热器 埋铜管工艺选择: 浅埋管工艺:适用单面安装器件,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制。 深埋管工艺:适填料为美国进口高导热环氧树脂,双面器件温差要求不高的情况下,可单双面安装器件,因铜管厚度没有进行二次加工,且有填料保护可提供应用的安全性,特别适合冷媒为介质的冷板使用。