北京不锈钢耐压无缝管价格304不锈钢管
-
面议
及时发货
交易保障
卖家承担邮费
不锈钢管件连接方法有很多,主流的有卡压式连接、环压式连接、法兰连接、沟糟连接、焊接连接和锥螺纹连接。它们各有好坏,在实际情况下需要寻找合适的方法。
卡压式连接:
这种方法的连接原理是使用液压钳把不锈钢管件卡紧在管子上,同时以O型密封圈来达到止水作用,从而具有连接效果。尽管这种方式操作简便,但管壁很薄,连接强度低至只有太管体的三分之一左右,管道也无法拆卸,不锈钢管端口毛刺、飞边清除不干净就容易破坏胶圈,日后就容易漏水。
环压式连接:
环压式连接的原理是使用液压钳把不锈钢管件卡紧在管子上,并以宽带胶密封圈来进行止水,从而达到良好的连接效果。因为这种方式比卡压式多了一道压坑,因此连接强度要略强于卡压式的,此外压坑由于是圆环型的,因此管子容易转动,这会影响到整体的密封效果。
法兰连接:
法兰连接的方法原理是使用拧紧螺栓,把带有法兰片的两个连接件进行连接,然后通过平面密封片的密封,来达到相应的连接效果。其优点是连接强度稳定,安装容易且可拆卸,但缺点是法兰片的成本比较高。
沟槽连接:
这种方法的原理是使用拧紧管件的螺母,把扩有凸环的不锈钢管子和管件轴向压紧,然后通过锥型密封圈起到止水作用,从而达到连接效果。其优点是可拆卸,缺点是安装过程中增加了管端滚压凹环的工序、铸造的卡箍成本比较高,并且无法用在有负压的管路中。
焊接连接:
这种方式的连接原理是通过热熔工艺把两个连接件直接熔接,从而达成连接。其优点是连接强度高,但缺点是现场焊接口的焊缝气体保护很难达标,焊缝容易生锈,这会减小管道的使用寿命,并且安装质量很大程度上有赖于焊接者的技术水平,所以质量稳定性不高。
锥螺纹连接:
这种方式的连接原理是直接旋紧不锈钢管件,把带有圆锥管螺纹的内、外接口的两连接件旋紧,以连接口螺纹的压力来达到密封效果,从而完成连接。其优点是容易拆卸、连接口强度达到管体使用强度、安装起来方便简单,质量可靠稳定,并且管件壁薄导致成本较低,此外如果外螺纹接口缠绕聚四氟乙烯生料带时,需要加力,而如果使用液态生料带,则可基本接口长期不会漏水。
品名:不锈钢管
工艺:冷拔加工
标准:ASTMA511
规格:120.65mm×100.58mm×10mm×6096mm
协议要求: 外径公差(0mm、+1MM)、内径公差:(-1mm、0MM)、直线度:1.5mm/m
检验要求:根据ASTMA511标准检验+PMI检验+化学成分检测;每根钢管端口测量6个点壁厚要很均匀(对于同一根钢管,避免严重的单边和壁厚不均问题),钢管中间管体用超声波测厚仪检验壁厚纵横向各测量6个点。
交货状态: 酸洗退火,不锈钢管内外表面清洁干净无明显水渍印、管内外干燥,管口平齐刺。
质量: 供方提供的质保书为产品合格的初步验证。在检验时效内(时效为3个月),如有任何货物本身质量问题,卖方应承担退货或换货及运费责任;供方也应承担由于质量不合格而引起的直接损失货款,退货、检验费用、运输费用以及延期交货引起的相关损失(如供方供货拖期,每天按照合同额的0.5%承担拖期赔偿金,但高不超过合同总值的10%。如供方拖期超过30天,需方有权解除合同,并收回所有预付货款及拖期赔偿金)
不锈钢装饰管其实是一种耐热、耐腐蚀钢,而且抗压性能良好,在我们的日常生活中,几乎所有用到金属材料的地方,有不锈钢装饰管,比如不锈钢扶手、不锈钢护栏、不锈钢防盗门窗等这些都是用不锈钢装饰管制成的,还有是一些商场上用的展架,以及不锈钢桌脚、不锈钢椅子等。
不锈钢装饰管用来制作家具这方面也是有了很大的需求量,因为不锈钢的材质耐腐蚀、抗氧化能力较强,清洗的时候也很方便简单,并且使用寿命远远大于木制铁质的家具;用不锈钢装饰管制成的楼梯扶手的优点是表面光滑无毛刺,大方简洁不易变色,表面出现污渍的时候,使用湿毛巾即可擦拭干净,并且不锈钢的特性是不易生锈;不锈钢装饰管主要用于不锈钢工程、建筑幕墙、门窗、楼梯、护栏;城市基础设施建设中道路、桥梁、绿化、环保设施的工程以及装饰用途,部分货架、家居用品、家具结构、户外设施等。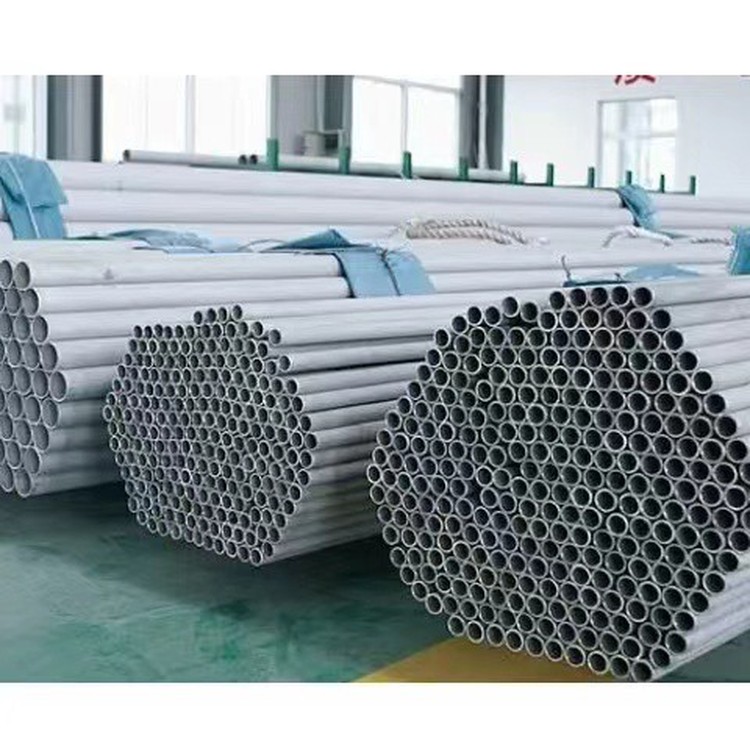
不锈钢无缝管现货市场拉涨略显乏力,前阶段的无量拉涨似乎已经提前了部分需求,现阶段不锈钢无缝管呈现出无力上行状态。毕竟处于需求淡季,市场去库存化过程缓慢,不锈钢无缝管价格续涨动力有限,后期价格小幅回落。
分地区来看,各地区均价较上周均大幅拉涨,但从不锈钢无缝管成交情况来看,下游需求并未大量释放,市场全天出货量维持低位,不锈钢无缝管价格大幅上涨缺乏夯实有力的底部支撑。
短期期价延续偏弱震荡走势,对场内指导作用有限。据不锈钢现货超市了解,一个是及时性,一个是正确性,跟统计有点像。
中国无缝管网及时性的考核也可以变成程序的要求,凡是计划组接到销售计划,销售部门传来的定单,在半个小时之内把它展开成物料计划、生产计划布置下去,半个小时之内而且不能出错。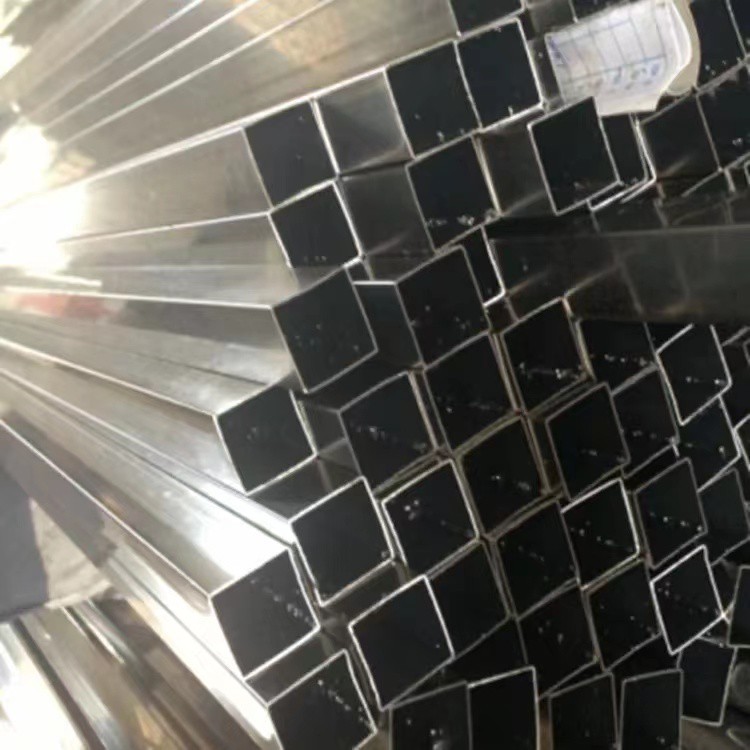
不锈钢无缝管的生产步骤也可以简单讲一下:圆钢准备→加热→热轧穿孔→切头→酸洗→修磨→润滑→冷轧加工→脱脂→固溶热处理→矫直→切管→酸洗→成品检验。