20镀锌钢管gb镀锌方管
-
¥4300.00
及时发货
交易保障
卖家承担邮费
镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被国家提倡暂时能使用。六七十年代,国际上发达国家开始开发新型管材,并陆续禁用镀锌管。中国等四部委也发文明确从2000年起禁用镀锌管作为供水管,新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。热镀锌钢管在消防、电力和高速公路上有广泛的应用。
镀锌钢管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作贴标机行业的冷凝冷却器外壳喷漆以及石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。
冷镀锌钢管镀锌层是电镀层,锌层与钢管基体立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。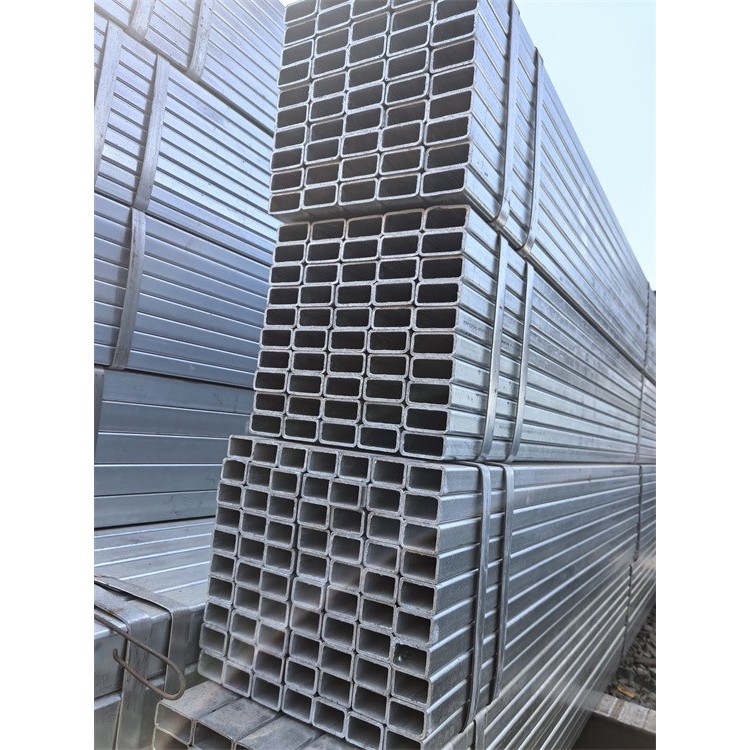
供应天津镀锌管技术要求:
1、牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB 3091所规定的黑管用钢的牌号和化学成分。2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。
7、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验天津苏瑞钢铁试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
焊接式连接
1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。
2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。
3.镀锌钢管管口对接后,管口部位出现砂眼:
4.焊接时由于技术原因造成。
5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。
热镀锌钢管施工时易出现的问题与解决方法
其一、滚槽方式连接
(一)滚槽焊缝开裂:
将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
.管端至沟槽段的表面应平整无凹凸、无滚痕。
沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。