内孔39.6mm套管厂家
-
≥5吨¥5100.00
-
1-5吨¥5100.00
及时发货
交易保障
卖家承担邮费
内孔39.6mm套管厂家
无缝钢管是由整支圆钢穿孔而成的,表面上没有焊缝的钢管,称之为无缝钢管。根据生产方法,无缝钢管可分热轧无缝钢管、冷轧无缝钢管、冷拔无缝钢管、挤压无缝钢管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。直径达900mm,直径为 4mm。根据用途不同, 有厚壁无缝钢管和薄壁无缝钢管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、用结构钢管。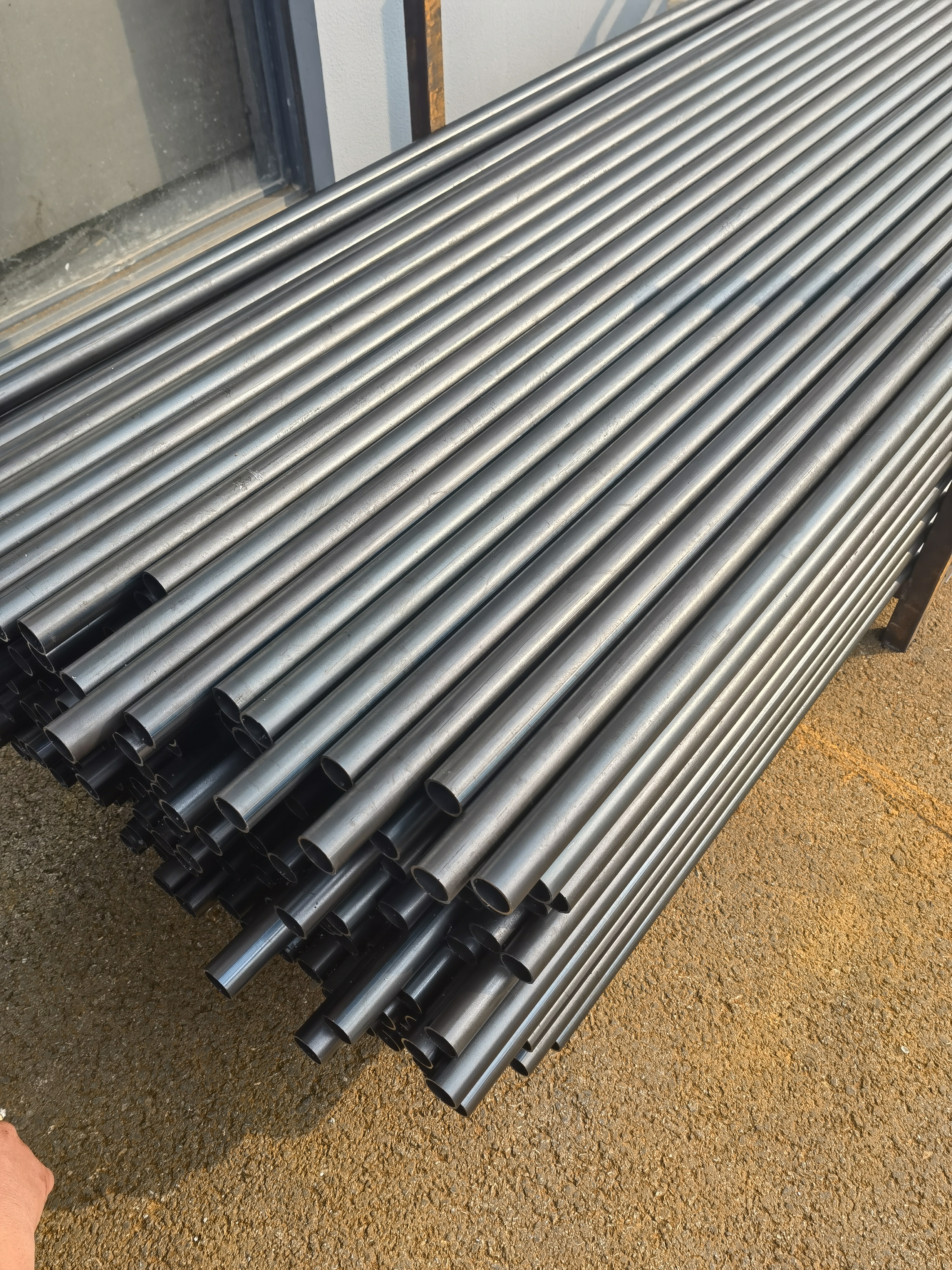
内孔39.6mm套管厂家沉井刃脚下粉喷桩每暴露一层,先将内圈粉喷桩沿同标高挖断清出,外圈粉喷桩间隔挖断,以使剩余粉喷桩被沉井压碎,人工清除。井纠偏由于粉喷桩的导向作用,沉井一般不会有较大偏斜,为沉井就位误差在规范允许范围内,采取以下控制措施:a.随沉井下沉进行水平和中轴线监测,随时调整挖降粉喷桩的部位和高度。沉井下沉接近到位时停止凿桩,挖土24h,观测沉降,若无明显沉降,可一次沉到位,不再采取其他止沉措施;若有明显沉降,则应查清原因,并增加止沉措施。
无缝钢管
因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
工艺流程概述
热轧(挤压无缝钢管):圆管坯加热穿孔三辊斜轧、连轧或挤压脱管定径(或减径)冷却坯管矫直水压试验(或探伤)标记入库。
冷拔(轧)无缝钢管:圆圆管坯加热穿孔打头退火酸洗涂油(镀铜)多道次冷拔(冷轧)坯管热处理矫直水压试验(探伤)标记入库。
GB/T8162-2008(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。
GB/T8163-2008(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。
GB3087-2008(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。
GB5310-2008(高压锅炉用无缝钢管)。主要用于电站及核电站锅炉上耐高温、高压的输送流体集箱及管道。代表材质为20G、12Cr1MoVG、15CrMoG等。
GB5312-1999(船舶用碳钢和碳锰钢无缝钢管)。主要用于船舶锅炉及过热器用I、II级耐压管等。代表材质为360、410、460钢级等。
GB6479-2000(高压化肥设备用无缝钢管)。主要用于化肥设备上输送高温高压流体管道。代表材质为20、16Mn、12CrMo、12Cr2Mo等。
GB9948-2006(石油裂化用无缝钢管)。主要用于石油冶炼厂的锅炉、热交换器及其输送流体管道。其代表材质为20、12CrMo、1Cr5Mo、1Cr19Ni11Nb等。
GB18248-2000(气瓶用无缝钢管)。主要用于制作各种燃气、液压气瓶。其代表材质为37Mn、34Mn2V、35CrMo等。
GB/T17396-2007(液压支柱用热轧无缝钢管)。主要用于制作煤矿液压支架和缸、柱,以及其它液压缸、柱。其代表材质为20、45、27SiMn等。
GB3093-1986(柴油机用高压无缝钢管)。主要用于柴油机喷射系统高压油管。其钢管一般为冷拔管,其代表材质为20A。
GB/T3639-2007(冷拔或冷轧精密无缝钢管)。主要用于机械结构、碳压设备用的、要求尺寸精度高、表面光洁度好的钢管。其代表材质20、45钢等。
GB/T3094-1999(冷拔无缝钢管异形钢管)。主要用于制作各种结构件和零件,其材质为碳素结构钢和低合金结构钢。
GB/T8713-1988(液压和气动筒用精密内径无缝钢管)。主要用于制作液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧无缝钢管。其代表材质为20、45钢等。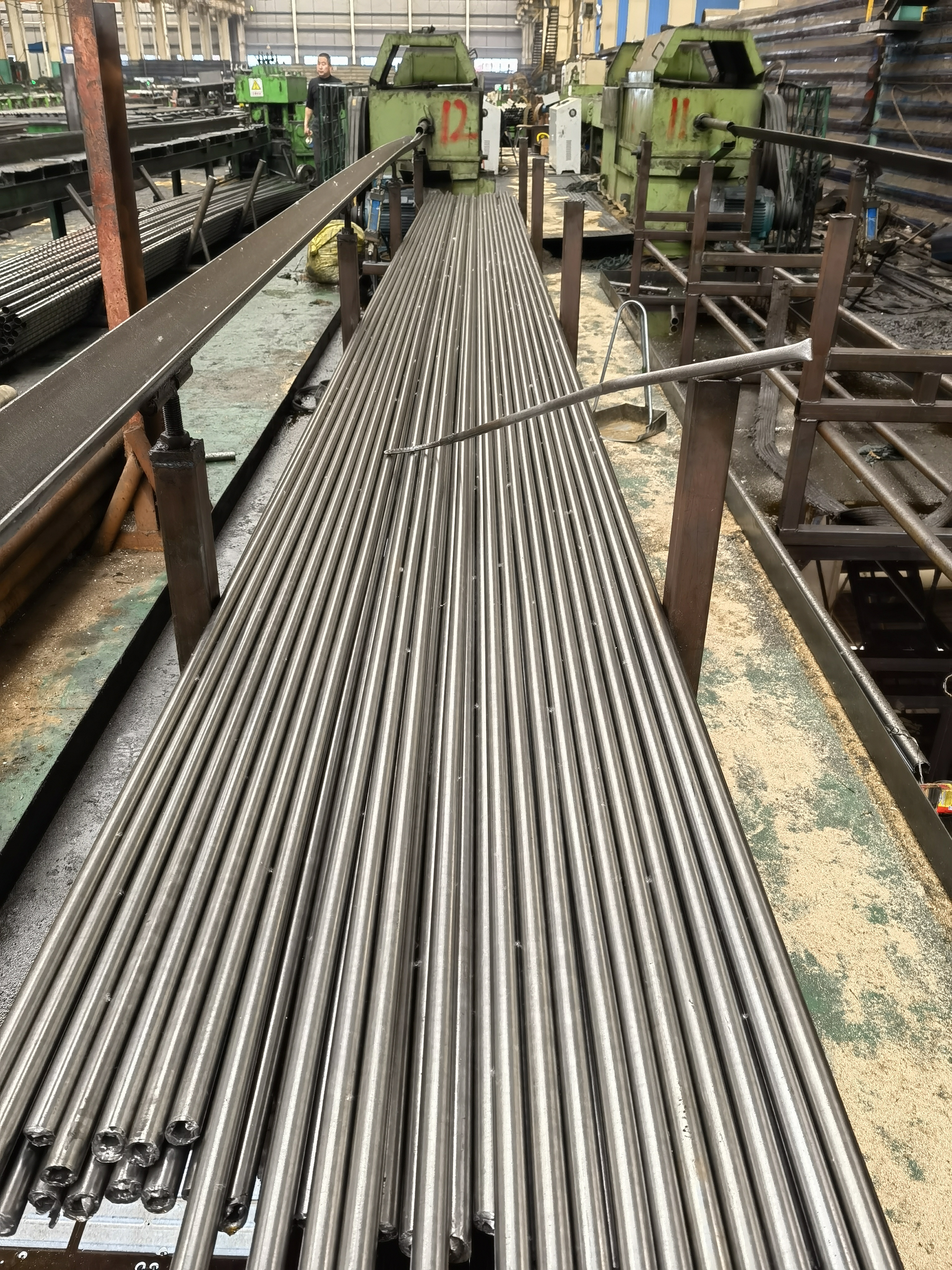
山东德润管业有限公司位于山东省聊城市经济开发区,地理位置,交通便利 。
公司生产经营异型钢管、精密钢管、无缝管、冷拔异型管、外圆内异型管、精拉管、冷拉管、精拔管、精密光亮钢管、梅花形钢管、四角管、椭圆管、U形管、马蹄管、六角钢管、精密花键管、八角管、三角管及其它复杂断面的异型钢管材,材质有:10#、20#、35#、45#、20cr、40cr、20crmo、40crmo。
本公司生产的产品广泛应用于石油、化工、核电站、铁道、环保设备、乳品机械、医药机械、食品机械、造船造纸业、排污工程、生物工程、市政工程等行业。
我公司是一家在不锈钢领域从事加工、销售和技术服务、不锈钢销售市场的综合性钢铁服务企业。
公司秉承“以客户至上,持续改善,用品质和成本为客户创造机制”的经营理念,德润管业始终致力于同品质和成本宝珠客户创造更高的价值,为金属加工业提供质优的金属材料!
内孔39.6mm套管良好的工艺措施有助于提高中厚板表面质量,主要有:采取在线板坯表面质量检测措施,可以及时发现连铸板坯表面缺陷,有目的性的对有缺陷板坯进行清理,避免板坯表面缺陷造成钢板表面质量问题。加热炉采用成熟的控制模型,自动控制炉温、炉内气氛以及加热时间,从而减少板坯的氧化烧损。对除鳞集管的除鳞压力、流量和喷射距离进行优化,实现更高的打击力,更有效地去除板坯表面的一次氧化铁皮。采取中间冷却措施,缩短TMCP轧制时中间坯的待温时间,可有效二次氧化铁皮的产生。