怀柔小口径防腐钢管厂家厂家,七油五布环氧煤沥青防腐钢管
-
¥128.00
及时发货
交易保障
卖家承担邮费
中国作为全球*大钢铁生产及消费国,在国内需求放缓的大背景下,走出去是必然的,只不过单纯的3pe防腐钢管出口似乎很容易遭到反倾销抵制,按照中国制造2025的思路,钢产品现在国内直接转化为设备产品,然后进行出口似乎更为可行。 3PE防腐钢管厂家结算方式3PE防腐钢管的涂层是底层与钢管面所接触的是环氧末防腐涂层,中间层为带有分支结构功能团的共聚粘合剂。给水栓或分水口直接分水进入田间沟畦,没有软管连接。按照行业标准的要求,3PE防腐钢管的涂层外观聚乙烯层表面应该平滑,无暗泡无麻点无色泽不均无裂痕,所以生产中要避免聚乙烯表面麻点的出现。一般直径1620以上的大口径管道做水泥以增强水泥砂浆的坚固性,防止裂缝脱落。IPN8710防腐螺旋钢管面漆:由环氧、橡胶树脂改性,防锈颜填料,助剂等组成。管道是典型的焊接结构。目前国内外防腐层应用效果评价很好,对其使用中产生的缺陷报道的很少三种材料融为一体,并与钢管牢固结合形成优良的防腐层。三层构造聚乙烯防腐层(3PE)归纳了环氧涂层和挤压聚乙烯两种防腐层性质,将环氧涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械维护特性等长处结合起来,然后明显改进了各自的功能。涂刷类型的防腐层应按规则分层施工,涂层厚度应均匀,无流动、褶皱、空鼓等缺点,实干后方可采纳维护性办法:胶带类型的防腐层施工时,应严格控制好施工温度,禁止超温加热。但是有很多用户都说3pe防腐钢管不是在普通钢管的基础上增加了防腐或者保温层吗。重量肯定是有所增加的,怎么计算重量的时候不加上呢。是这样的,3pe防腐钢管厂家通常在换算重量的时候是进行胡洛的,除非在运输过程中肯定是要算重量的,那个时候会关系到运费,通常是过磅的。其特点:机械强度高、耐磨损、耐腐蚀、耐热、耐冷、可应用于150度介质中,在寒冷地带均适应。3PE防腐我们在使用防腐钢管的时候,因为它本身的性能是非常的,所以我们在它的应用范围上是在不断扩大的,但是我们知道的是,在实际使用的时候,因为它有个非常重要的性能就是防腐性,所以我们在很多情况下,对于这个方面肯定是需要维护的,今天小编就来和大家说说在这个防腐性能上我们需要注意的问题,我们知道的是。
聚乙烯面层的主要作用是起机械保护与防腐作用,与传统的二层结构聚乙烯防腐层具有同样的作用。因此作为埋地管线的外防护层是非常的。据有关资料介绍,三层pe可使埋地管道的寿命达到50年,目前,在国际上被认为是进的管道外防腐技术。3pe防腐钢管在生产过程中为了不影响管口焊接在预留10公分左右的预留段,但是因钢管堆积时刻较长,管端金属腐蚀导致的管端呈现翘边。如布急于运用在露天堆积时应在管端进行隐瞒,避免雨水形成管端腐蚀。可在管端金属暴露处涂刷可焊防锈漆,以避免防腐管在储存时期因腐蚀导致防腐层翘边。在生产过程中严格操控管端预留处焊缝余高的修磨质量。在焊缝处聚乙烯坡口外与管体其他部位相同,使环氧粉末保存长度>20mm,以避免焊缝处环氧粉末底部先被腐蚀而导致3PE防腐层翘边。管端焊缝修磨应从焊缝修磨初步处到聚乙烯倒角处应有10-20mm没有焊缝余高的与管体相同的聚乙烯层平整段,以确保管端聚乙烯坡口处揉捏粘结质量。焊缝修磨后的余高应尽量做到与管体平齐,不要有明显的余高,以避免在打磨聚乙烯层倒角时,将环氧粉末一同打磨掉。未修磨的ding端与修磨处的过渡段倒角,也应与聚乙烯层倒角相同(30)避免因坡口处防腐层粘结欠好呈现聚乙烯层翘边。预留段环氧粉末涂层只需保护完好。管端聚乙烯坡口加工一般厂家都选用钢丝轮打磨方法,这样会损坏环氧粉末涂层。应改用机械加工坡口,刀口底层要有限位设备来操控刀具的进刀深度,避免伤及环氧粉末涂层遭到磨损。3pe防腐钢管的制造工艺及工艺流程3pe防腐钢管现在人们生活中使用越来越广泛,因为制造工艺的原因,使3pe防腐钢管在高压、高强度、机械结构用材方面更加体现了它的性。
防腐钢管对节点构造的要求细节防腐钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材,一般的防腐钢管长度也是有数的,连接在一起是需要节点的,而且防腐钢管在节点结构上有着特殊的要求,我们一起来看下防腐钢管对节点构造的要求细节:1。
主管的外部尺寸不应小于支管的外部尺寸,主管的壁厚不应小于支管壁厚,在支管与主管连接处不得将支管插入主管内。2。主管与支管或两支管轴线之间夹角不宜小于30摄氏度。3。支管与主管的连接节点处,除搭接型节点外,应尽可能避免偏心。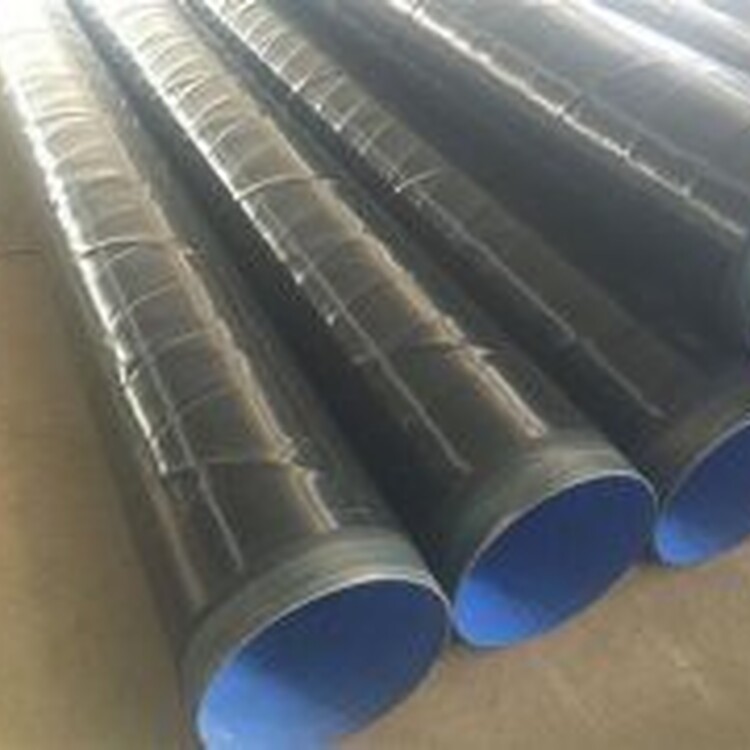
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。3PE防腐管道一、防腐能力简介1、防腐范围3PE、2PE、FBE外防腐生产规格Ф114-Ф1400,长度为8-12米。 螺旋管,直缝管,无缝管2、防腐产量3~6km/d或2500~9000m2/d3、防腐标准3PE/2PE执行SY/T或SY/T2002《埋地钢质管道聚乙烯外涂层技术标准》FBE执行SY/T97《钢质管道熔结环氧粉末外涂层技术标准》4、除锈标准钢管外表面喷砂除锈按GB/T要求达Sa2.5级,钢管表面的锚。二、主要性能和特点1.主要性能特征(表1)2.技术参数2.1钢管表面的预处理应符合下列规定。在防腐层涂敷前,应先清除钢管表面的油脂和污垢等附着物,并对钢管预热后进行表面预处理。涂敷二层结构防腐和三层结构防腐层时,其表面预处理的质量应分别达到《涂装前钢材表面锈蚀等级和除锈告示级》中规定的Sa2级和Sa2.5级要求,三层结构防腐层要求锚纹深度达到50-75m。