舟山堆叠散热器厂家,多平台散热器
-
面议
及时发货
交易保障
卖家承担邮费
接下来,我们将解释如何加工铝挤压、摩擦和动平衡。铝挤压加工是通过控制摩擦工作的有效距离来控制总摩擦力的大小。加速摩擦速度会降低阻力,相对出料速率也会增加,但其准确性会降低。相反,很难控制质量,因此,在铝挤压加工中,需要考虑摩擦阻力和出料速率,以良好的平衡,否则会影响散热器fin整齐度和塑造性。
堆叠系列,外观看起来和铝挤压散热器一样,但小观察仍有很大的不同
另外,热管理技术与动力电池形状相适配,行业内各企业发展路线相似,液冷因经济性好、效果较佳呈现主流趋势。由于相变材料在效果上更具前景,因此关注度高、技术不断更新,商用进程也可期待。值得一提的是,大模组/无模组的发热更集中,电池散热从模组外散热或者单纯液冷板设置变为更关注内部电芯散热,CTP技术和刀片电池均在电芯间设置散热管道,Z向堆叠的CTP技术采用了侧边散热,圆柱形电池采用了“扇贝管”散热以更好地适应形状。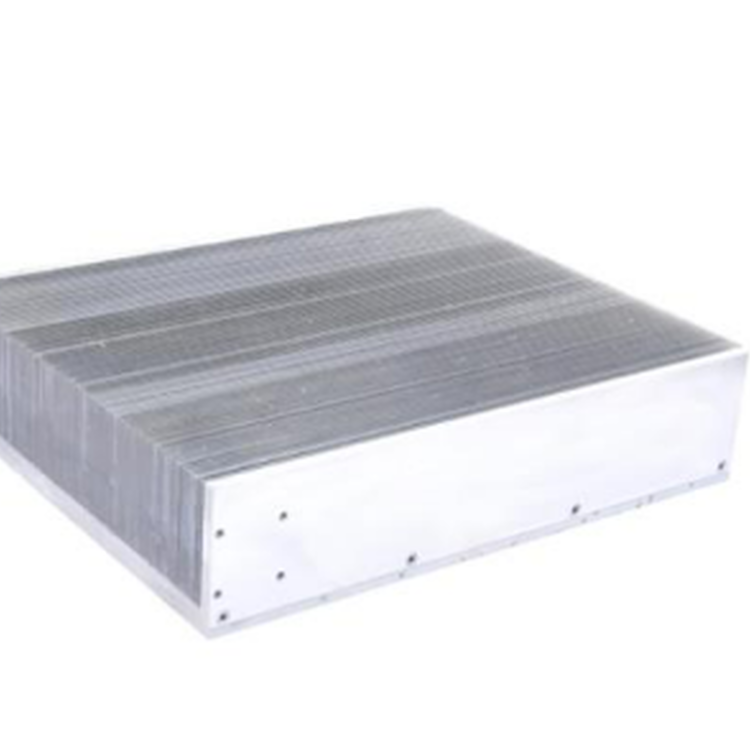
散热器是用来传导、释放热量的一系列装置的统称。散热器主要有采暖散热器、计算机散热器,其中采暖散热器又可根据材质和工作模式分为若干种,计算机散热器可根据用途和安装方法分为若干种。
家庭供暖的终端设备,热源一般为城市集中供暖、小区自建锅炉房、家用壁挂炉等,通过热传导、辐射、对流把热量散热出来,让居室的温度得到提升。钢制散热器、铝制散热器、铜制散热器、不锈钢散热器、铜铝复合散热器、钢铝复合散热器等,还有原有的铸铁散热器。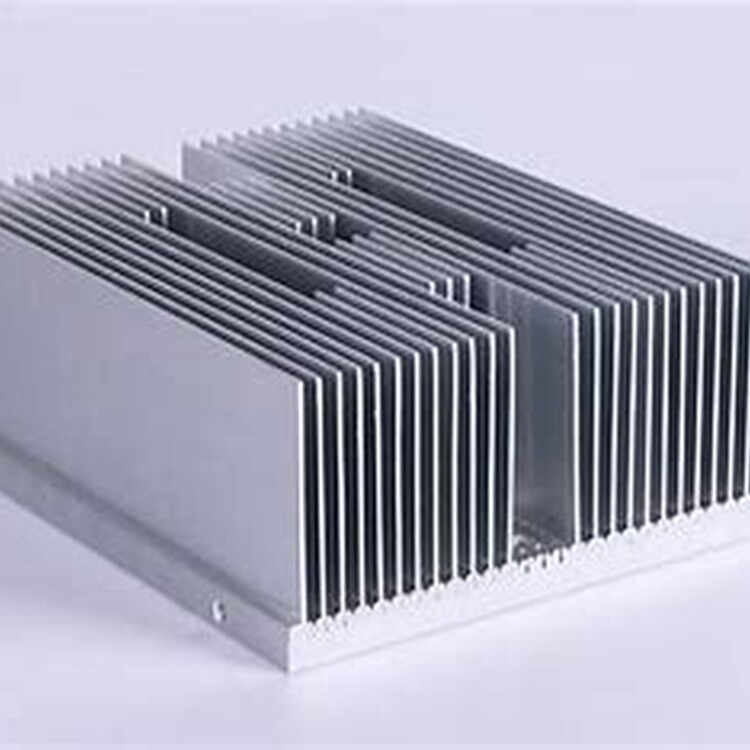
模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。