成都推荐焊接弯头费用
-
面议
及时发货
交易保障
卖家承担邮费
为了方便焊接,管件和所连接的管子的钢种是相同的。也就是说,所有管道配件都经过标称处理,并且表面和内部的标称氧化皮通过喷丸处理喷出,然后涂上防腐涂料。这是出于出口需要。而且,在该国,为了运输的便利还避免腐蚀和氧化。
焊接弯头的应用范围
1.焊接环形工件,例如汽车轮辋以及自行车和摩托车法兰的对接焊。
2.零件的组装和焊接,只需将轧制,锻造,冲压或机加工的零件对接成一个复杂的零件,以降低成本。例如,在后桥壳的每个链节中焊接特殊零件并进行轴对接焊接。
3.异种金属的对接焊,它可以节省贵重金属,例如工具零件和尾部焊接,内燃机排气门头尾部对接焊,铝和铜导电接头等,从而提高产品性能。
满足要求的对焊材料的选择往往更加注重不锈钢的金属性能,这使得设计和锻造效果更加稳定。建议在选择此类材料进行设计时应考虑结构原理。这样可以提高弯头的表面效果。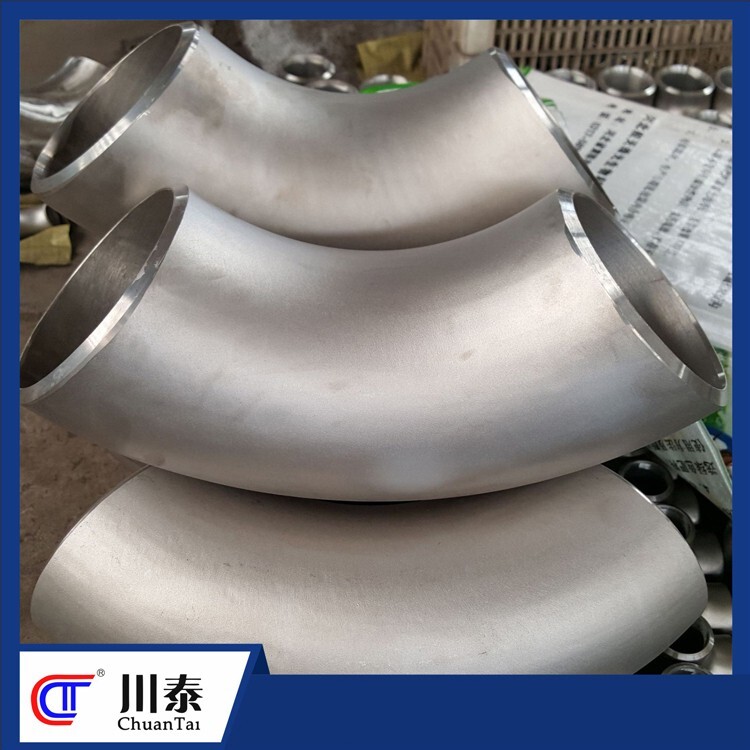
冲压对焊弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在的压力下进行逐渐成形。冲压对焊弯头的成型需要按照的工序进行,严格遵守相应的流程过程,否则生产出的冲压对焊弯头就会产生质量问题。大型冲压对焊弯头成形技术的基本工艺过程是:先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,当内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。这就是大型推制弯头的工艺成型过程。
90度对焊弯头是一种重要的焊接材料,它在工业生产中发挥着至关重要的作用。无论是在石油化工、造船、建筑还是制药等行业中,90度对焊弯头都具有重要的地位。它可以帮助连接不同的管道,并使其在一个90度的角度下相互连接。这种焊接材料的应用和优势使得它成为工业生产中的一部分。
弯头在焊接前,为避免焊接变形,将组对成整体的弯头两侧 外瓦片两端找正后,用不锈钢弧板和龙骨加固好。按照常规焊接手段,需要充氩焊接,考虑到焊接成本以及虾米腰管径较大,充氩比较困难,综合以上因素在焊接时采用里、外两名焊工同时对称焊接,既很好的解决了充氩问题,而且成形也很好。采用氩点联焊的焊接工艺。在进行电焊作业前,在焊缝左右两侧各100mm范围内,刷石垩粉,防止飞溅粘附在管道表面,在进行电焊作业前,采用小电流。多层多道,连续焊接。整体焊接完毕后,对对焊弯头表面的焊点及飞溅进行打磨,对预制焊接完毕的瓦块,进行无损探伤,对内、外焊缝表面进行酸洗、钝化。将酸洗完毕的弯头运输至安装现场,进行现场安装工作。