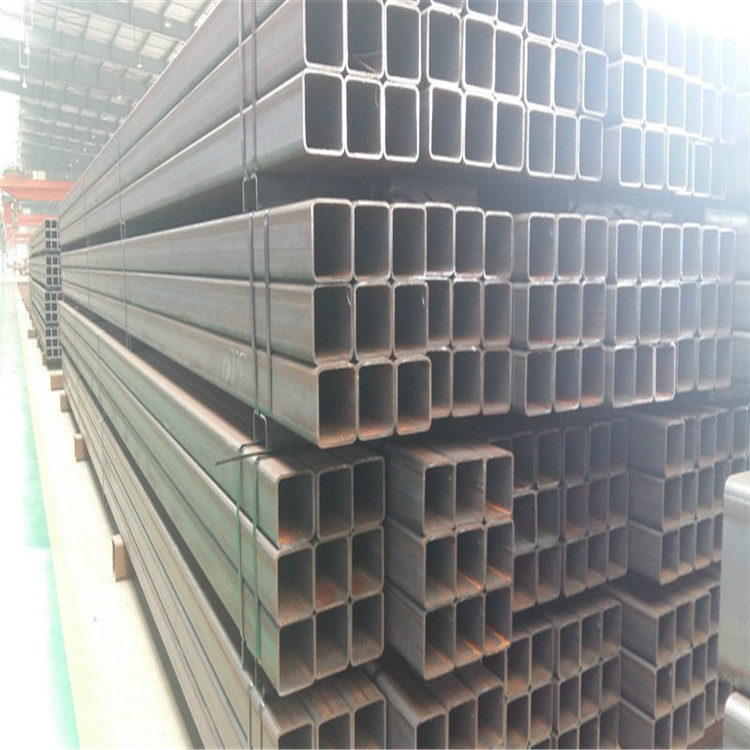
88.9x63.5x4.5Q690方矩管常州Q355C薄壁方管货源充足
-
≥1吨¥4200.00
及时发货
交易保障
卖家承担邮费
88.9x63.5x4.5Q690方矩管 常州Q355C薄壁方管 货源充足
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。

1.直缝高频焊接镀锌管的生产工艺流程直缝焊接镀锌管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊接而成镀锌管。镀锌管的形状可以是圆形的,也可以是方形或异形的,它取决于焊后的定径轧制。焊接镀锌管的材料主要是:低碳钢及σs≤300N/mm2、σs≤500N/mm2的低合金钢或其他钢材。Q345B镀锌方管高频焊接的生产工艺流程如下:
化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。喷(抛)射除锈喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以清除铁锈、氧化物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。
4.1模型建立采用pro/e建立了模具和方管的三维模型,并保存为模拟软件识别的格式。1)外模设计由于外模设计比较合理,即在外模的入口处设计了12°的锥角,且入口处宽度为233.9mm,大于不锈钢方管外部的宽度225mm,了道次圆变方后的方管能够较平缓的进入外模入口。2)内模与不锈钢方管内部之间的间隙
球墨铸铁问世至今已有52年,其发展迅速之快令人惊讶,即使在经济不景气的情况下,球铁仍然有所发展,有人称球墨铸铁为不适当退却中的胜利者,指出:球墨铸铁由于其度、高韧性和格,所以在材料市场上仍占有重要的地位,尽管几年来钢铁铸造总产量有所下降,但球铁产量并未下降,奥——贝球铁的出现增强了球铁的竞争地位。球铁的生产和研究现状1.1常规球铁目前常规球铁——即以铁素体和珠光体为基体的球铁仍占球铁产量中的绝大部分比例,因此注意提高常规球铁的性能和质量,在保持球铁的竞争地位中起了重要的作用。1对影响球铁质量的因素加强控制球铁的组织与性能取决于铸铁的成份和结晶条件以及所用球化剂的质量,研究认为为了确保球铁的机械性能,针对铸件具体壁厚、浇注温度、所用球化剂、球化处理工艺、冷却参数的优化以及有效的排渣措施进行严格控制,而适当的降低碳当量,合金化和热处理是改善球铁的有效措施。2有效控制铁素体球铁和球光体球铁的生产控制球铁基体的主要因素有铸铁的成份、所用球化剂、孕育剂的类型,加入方法以及冷却条件等。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
88.9x63.5x4.5Q690方矩管 常州Q355C薄壁方管 货源充足
基本特点是金属熔炼与燃料燃烧同在一个炉膛中进行。此法发明较早,沿用时间较长,前述巩县铁生沟、南阳瓦房庄、新安孤灯村汉代炒炼法皆属此类。本世纪五十年代,河南、山西等地都曾流行过一种地炉,筑炉于地面以下,状如缶形或直筒形,炉口与地面平直。冶炼时先放木炭(煤炭),后放生铁,生铁需击碎,上面再盖以煤末。之后再点火、送风、封闭炉口。生铁接近熔化时,启开炉口,用铁棍或木棍不断地搅动金属。随着炒炼之进行,碳分不断降低,金属熔点升高,便粘结成一个海绵状固体块,之后夹出锤击,排除夹杂,并赋予一定形状,便是炒炼产品。