冷锻散热器,天津冷锻散热器厂家
-
面议
及时发货
交易保障
卖家承担邮费
冷锻散热器基板(底板)与鳍片一体成型,之间无间隙。基板的热量可以不隔离地传递到散热鳍片上。汽车铝零件和纤维焊接零件,通过汽车加工铆接或纤维焊接工铆接或纤维焊接在一起,之间有间隙;产生间接热阻,同时使用灯具,也会导致间隙和增加,会增加热阻,不利于热传导。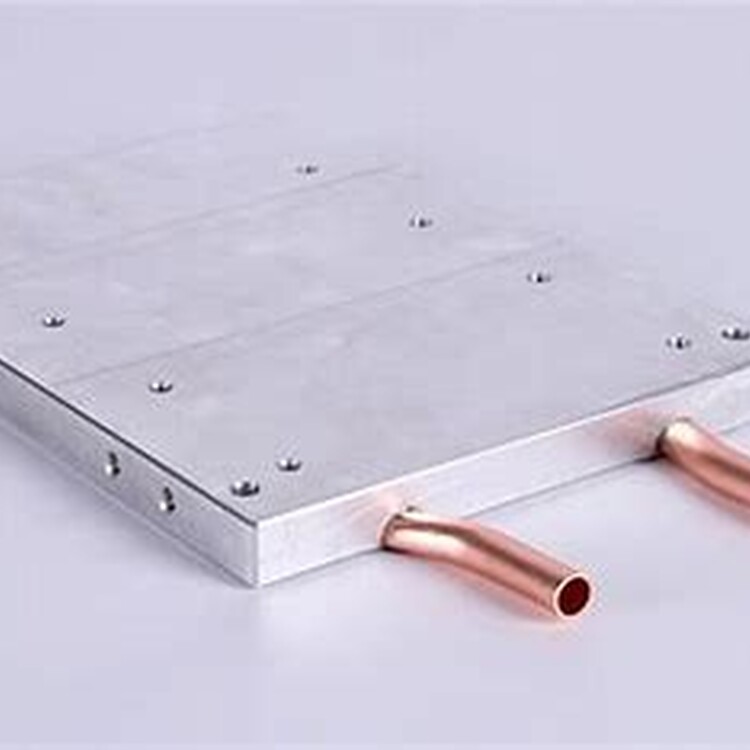
产品结构异常
底板上下可通过冷锻工艺产生异性结构,两侧也可冲压成特殊形状
散热面积大
冷锻散热器散热片薄厚,可达0.7MM,间距能做到1MM,薄而多的散热片,大大增加了与空气的接触面积,更有利于空气对流散热。
鳍片多样化
冷锻工艺可以满足圆柱形等各种形状的鳍.块状.立柱.六边柱等形状
大尺寸散热器
冷锻工艺和3000吨以上常压设备可一次成型2600吨*尺寸超过260,
高长径比
冷锻散热器长径比在1:50以上,挤出一般在1:25以上
多方向出入风
冷锻散热器的进气方向是三维进气。一般来说,挤出是二维进气,以便更好地适应环境,获得更好的散热效果。
结构异性化
冷锻散热器采用模具铸造,可在模具上进行异性加工,基板背面出现异性结构,更好地与加热元件结合!
体型小,重量轻
与铸件、汽车铝件和纤维焊件相比,纯铝冷锻散热器具有上述优点,可用于更大功率灯的散热(如传统的5W同体积外形的纯铝铸造散热器可达7W)。因此,使用纯铝冷锻散热器会缩小LED灯具的重量和体积降低了灯柱等外观的要求,降低了整体成本,师货更具竞争优势!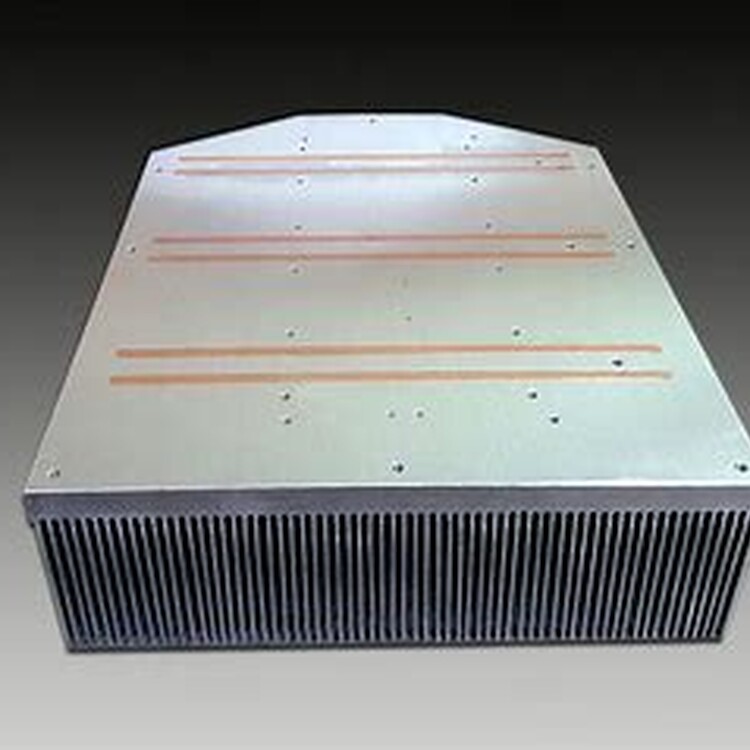
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
焊接设计要注意:
Ø采用氩弧焊接需要开适合焊接的斜坡口;
Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间;
Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。
Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接