临汾150×150镀锌八角管围网底座用150×150镀锌八角管厂家定制
-
≥100吨¥4050.00
-
50-100吨¥4050.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
临汾150×150镀锌八角管 围网底座用 150×150镀锌八角管厂家定制
山东鑫悦达钢铁有限公司一家从事异型钢管生产销售一体化企业,公司坐落于山东聊城汇通物流园。
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。椭圆异型管,一般是在圆形管的基础上挤压成鸭蛋形状,椭圆异型管分为正椭圆和平椭圆,正椭圆是指弧度对称的鸭蛋形,平椭圆是指两个长面平行直线状,两个短面成圆弧状。主要广泛用于石油、化工、、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。对于异型管维护方法?
从岩性的年代来看,元古宙(包含震旦纪)多为硅质灰岩;寒武纪—奥陶纪多为纯质灰岩或含镁质灰岩;石炭纪-二叠纪多为含泥质及有机质灰岩。我国北方有利构成触摸告知型铁矿的是寒武纪-奥陶纪灰岩,南边首要是三叠纪大冶灰岩和早二叠世栖霞灰岩。触摸告知型铁矿大部分构成于触摸带,有的矿体可延伸到非夕卡岩的围岩之中,矿体常成群呈现,形状杂乱,多呈透镜状、囊状、不规矩状和脉状等,矿石矿藏成分较杂乱。铁矿石以块状结构为主,次为浸染状、斑驳状、团块状和角砾状结构。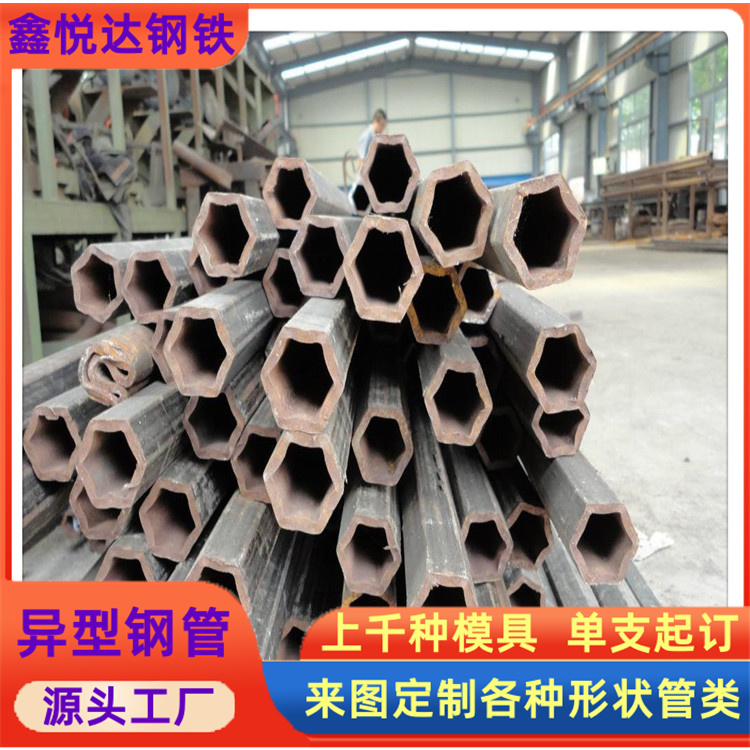
公司生产加工各种冷挤压、冷拔异型钢管。产品有各种规格方矩管、椭圆管、凹槽管、扇形管、D形管、三角管、元宝管、面包管、梅花管、五角管、六角管、八角管、菱形管、凸形管、P形管、T形管、8字管、暖气管、扶手管、护栏管、花键管、齿轮管、花生管、装修管等各种多边形异型截面管,同时可以根据客户图纸要求加工定做各种类型异型钢管。
异型钢管在制作整个过程中是要做焊接的,焊接的方式 和方法大家都理应会了吧,事实上在焊接的整个过程中是比较重要的,要注意控制熟度和温度,倘若温度和状况不佳得话便会很容易的连接失败的,倘若是熟度非常大的话便会很容易地缺失作用,异型钢管这样的话也会缺少作用的。在这其中焊接的整个过程中有一个比较重要的因素就是焊接的焊接,只有焊接的推托都赶到一定的水准的状况下能可以进行焊接,别的的状况下是不能进行焊接的。
焊接是重要便于焊接铸铁件,焊接度,一般情况下需要机械加工制造方法生产加工出的型面,要求不高时还能够氧割(倘若是一类焊接,需超声探伤仪的,则仅有用机械加工制造方法),但需清除氧化渣,根据务必,有K型焊接,V型焊接,U型焊接等,但大部分要求储存一定的钝边。
焊接焊建筑施工前在焊接建筑钢材顶部伤口造成焊接。焊接面应稳定,伤口边缘不能有裂缝、钝边和缺棱。焊接立焊时,焊接角度宜为55°~65°;焊接仰焊时,焊接角度宜为40°~55°,在这其中,下建筑钢材宜为0°~10°,上建筑钢材宜为35°~45°。建筑钢材根部间隙,焊接立焊时需为4~6毫米:仰焊时,宜为3~5毫米。其很大间隙均不宜超过11mm。钢保护层垫块厚薄宜为4~6毫米,长度宜为40~60mm。焊接立焊时,保护层垫块总宽该是钢筋型号加11mm,仰焊时,保护层垫块总宽宜等同于钢筋型号。
异型钢管的市场走势现如今是比较好的,销售市场的要求全是处于一个上升的阶段,随着着规定的持续进行扩大中,有期待会一个动态的平衡,加工厂家还是要抓住机遇比较好,尽管生产过剩领域较为严重,但是加工厂家还是有机会进行盈利的
产品执行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,EN10210等标准。产品广泛用于建筑工程、农业机械、体育器材、汽车制造、钢结构、、机床、矿山、桥梁护栏、幕墙装饰、家具、石化石油机械、纺织印染机械、工程机械、电力工程、造船、玻璃机械、塑料机械、及其他各种机械等众多行业。
临汾150×150镀锌八角管 围网底座用 150×150镀锌八角管厂家定制