焊接锰钢筛网图片淬火筛网砂石厂焊接筛网
-
面议
及时发货
交易保障
卖家承担邮费
高锰钢焊接筛网相对编织筛网明显优势为:
1、相同孔径,所用丝径远大于编制筛网,所以筛网为加重型;
2、筛网每个筛孔有四个焊点,比编织筛网筛孔更牢固,物料粒度更均匀;
3、筛网成型后,增加了高温淬火工艺,钢筋硬度较大幅度提高,所以更耐磨,使用寿命更长。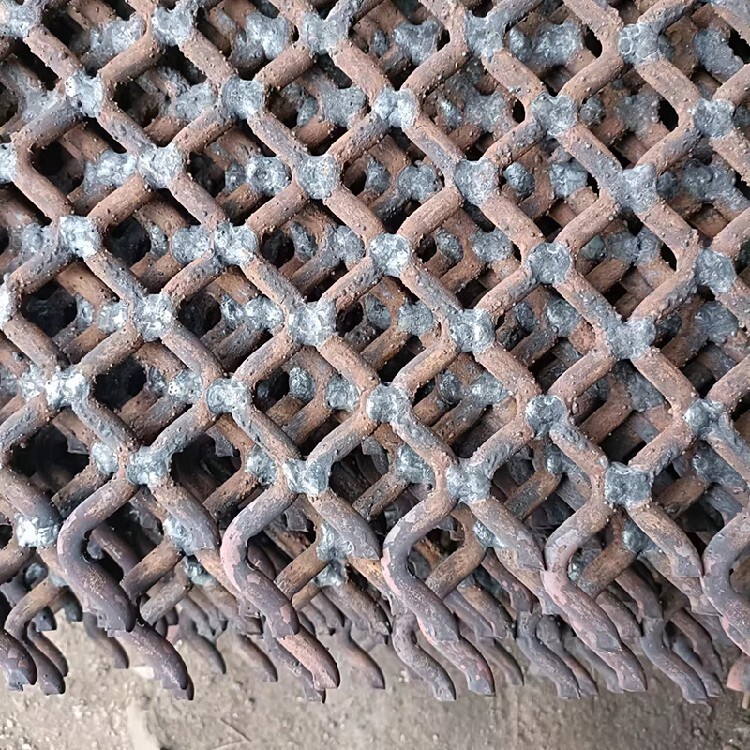
焊接筛网的工艺要求:
1、焊接筛网的材料是特别的耐磨钢丝,碳和锰的化学成分应足够高,而磷和硫应尽可能低,在焊接筛网的物理加工中,加工需要尽可能地确保材料具有精细结构的细度,表面不得有裂纹、未熔合、气孔、夹渣、飞溅存在;
2、焊接筛网由智能机器人焊接而成,其焊机工艺确保焊点饱满不塌陷,焊点余高应钢丝面,确保成品筛网张面平整,不得弯曲;
3、边缘的外形尺寸和形状与焊接筛网上的张紧板和筛框适当匹配;
4、焊接筛网平坦且与侧面平行;
5、边缘形式合理,有利于焊接筛网的张力。
产品参数
加工方式:轧花焊接 盘圈焊接
加工工艺:高温淬火
安装方式:涨紧式 压条式 螺栓配合式
焊接筛网、焊接矿筛网常用参数-
加工类型:人工焊接 机器人焊接
孔径: mm
丝径: mm
孔型: 方孔 圆孔
用途:大型筛机配套 硬度物料筛分筛选
特点:筛条加重 淬火提高硬度
单位重量: kg/㎡
规格: MGH1848/2160/MGH2460/MGH2470/MGH3070/MGH3080 支持定制
发货方式:零担物流
锰钢焊接筛网
加工
1 轧花或盘圈时,注意检查模具,尽量减少对钢材的物理伤害,从而降低钢材本身的物理特性;
2 焊点要饱满,对触点、焊点,要烧透。该项对工人的技术有一定要求,所以上岗前进行相关学习培训,技术合格后才能实际操作;
3 焊点不能过度,对焊点既要烧透,又不能烧的过度,否则会影响筛网强度;
4 淬火温度 温度控制在830℃±20℃。
针对的使用场景
1 产量、过矿量较大,对筛网的使用寿命要求较高;
2 物料硬度较高,比如玄武岩、花岗岩、砾石等;
3 物料片状、针状、棒状等,比例较高;
4 物料颗粒断面粗糙,或棱角尖锐、边沿锋利;
5 配套筛机筛面较大,比如3070型。
筛网的研发和制作过程,是不断对筛网的功能实验、探索、总结、提高的过程,特别是对使用寿命,尤其重要。其中包括对各类材质的实验、加工工艺的改进等。焊接筛网,是兴起比较晚的筛网类型,可以说相当“年轻”。之所以出现该类型,主要是因为编织筛网的局限性而来。编织筛网,作为线材类筛网,因受钢材强度制约,孔径丝径比例要符合一定的指标范围。
以强度为例 指金属材料在外力作用下抵抗长期变形和断裂的能力。
强度是衡量零件本身承载能力 (即抵抗失效能力)的重要指标。
按外力作用的性质不同可分为:
屈服强度
抗拉强度
抗压强度
抗弯强度
加工工程常用的是屈服强度和抗拉强度。
焊接筛网,开始实验之初,是针对大孔(孔径大于20毫米)的筛网,实践证明,效果良好,可以达到客户对筛网的预期使用寿命。经过反复试验,小孔(6-10毫米)也可以加工制作。但是焊接方式,要有改变,只能跳焊。因为满焊情况下,由于焊点相对大孔筛网,应力差较大,筛面弯曲、凸起、凹陷等现象,整形、整平难度相当大,做成的筛网,在安装使用时,实用性很低。
当今,部分筛网加工单位,做机器人自动焊接试验。焊点均匀,整齐,外观漂亮,但是缺点也明显:焊点烧不透,有空隙。也就是说,“皮”好“瓤”一般。
所以说,想要达到人工焊接的牢固程度、使用效果,还要相当远的路要走。当然,机器代替人工,是大势所趋,也是必然的。
据不完全统计,当今焊接筛网占线材类筛网的用量,35%以上,并且呈逐年增长趋势,可以说能当一面了。