南通TPEP防腐钢管供应商
-
面议
及时发货
交易保障
卖家承担邮费
按用途分类
钢管按用途可分为:管道用钢管、热工设备用钢管、机械工业用钢管、石油、地质钻探用钢管、容器钢管、化学工业用钢管、特殊用途钢管等。
施工及贮存:
(1)涂装前须将基铁表面处理Sa2.5级,施工中严禁带入水份、灰尘、油污以涂刷质量。
(2)涂料配比为:甲组分(基料)、乙组分(固化剂)=9kg漆:1kg固化剂(或按我厂告知的比例配比施工)。
(3)施工配比方法为:将甲组分大口打开,将乙组分加入甲组分内,充分搅拌均匀。熟化30分钟,即可进行涂装。
(4)此材料要求随配随用,配比后的涂料须在六小时之内用完。未配完的材料要密封保存。
(5)阴雨天或相对湿度大于75%时应停止施工。对于腐蚀介质严重的部位,建议多道涂刷。
(6)产品应存放在阴凉干燥处,防止日光直接照射,隔绝火源,远离热源。
(7)贮存期为十二个月,期满后应检验各项技术指标,如达到指标要求,可继续使用。
熔结环氧粉末分类:
1)按使用方法可分为:管道内喷涂用粉、管道外喷涂用粉、管道内外通用粉。管道外喷涂用粉又分为:单层粉、双层粉、三层结构防腐用粉。
2)按用途可分为:石油天然气管道用粉、饮用水管道用粉、消防管道用粉、煤矿抗静电通风管道用粉、化工管道用粉、石油钻杆用粉、管件用粉、船舶管道用粉、高盐水重防腐管道用粉等。
3)按固化条件可分为:快速固化、普通固化两种类型。快速固化粉末的固化条件一般为230℃/0.5~2min,主要用于管道外喷涂或三层防腐结构,由于固化时间短,生产,适合流水线作业;普通固化粉末的固化条件一般为230℃/5min以上,由于固化时间长,涂层流平好,适用于管道内喷涂。
熔结环氧粉末的防腐方法:
主要有:静电喷涂法、热喷涂法、抽吸法、流化床法、滚涂法等。管道内涂敷一般采用摩擦静电喷涂法、抽吸法或热喷涂法;这几种喷涂方法都有一个共同特点,即喷涂之前需要将工件预热到某一温度,使粉末一接触即熔化,余热应该能使涂膜继续流动,进一步流平覆盖整个钢管表面,特别是在钢管表面的凹陷处,以及焊缝两侧,熔融的涂料流入填平,使涂层与钢管紧密结合,大限度减少孔隙,并在规定时间内固化,后用水冷却终止固化过程。
单PE防腐钢管
单层聚乙烯与三层聚乙烯的比较
单层PE防腐钢管是采用淋涂工艺(又称幕帘法),将中频加热后的钢管进行旋转,钢管顶层是装有聚乙烯粉末的容器,通过淋涂撒在钢管外壁表面形成聚乙烯涂层。执行标准CJ/T120-2008给水涂塑复合钢管。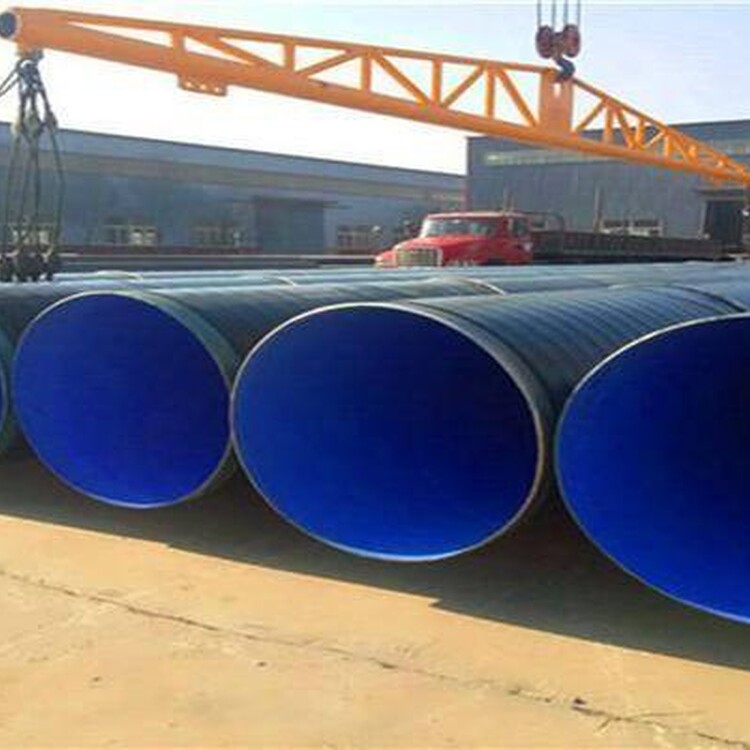
特性及用途:
该漆综合了环氧树脂的机械强度高、粘接力大、耐化学介质浸蚀和沥青的耐水、抗微生物、抗植物根系的特点,是一种的防腐绝缘涂料,该产品有良好的耐化学药品性、耐水性。
适用于输油、输气、输水管道,自来水、煤气、管道、炼油厂、化工厂、污水处理厂的设备和管道的防腐,亦可作为海洋石油钻井平台及船舶水下部的防腐及矿山、井下设备的防腐。
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
沿其横截面的周边上无接缝的钢管。根据生产方法不同分为热轧管、冷轧管、冷拔管、挤压管、顶管等,均有各自工艺规定。
材质有普通和碳素结构钢(Q215-A~Q275-A和10~50号钢)、低合金钢(09MnV、16Mn等)、合金钢、不锈耐酸钢等。
按用途分为一般用途的(用于输水、气管道和结构件、机械零件)和的(用于锅炉、地质勘探、轴承、耐酸等)两类。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。