浙江金华振动时效设备多少钱,振动时效仪
-
面议
及时发货
交易保障
卖家承担邮费
振动时效设备对残余应力的影响 。零件内部的残余应力是使其尺寸精度不稳定的主要原因。影响稳定性的不仅是残余应力数值的大小,应力分布的均匀性也有着重大的影响。振动时效设备对减少和均化残余应力皆有良好作用,残余应力消除率在30%-80%。
振动时效设备对焊接性能及焊接变形的影响。振动时效设备对焊缝材料有所改善,特别是断裂韧性和疲劳极限的提高,说明振动处理技术可用于焊接构件。采用边振动边焊接方法,对控制冷作、焊接变形、稳定工件尺寸精度、消除工件应力有着不可忽视的作用,焊后可消除变形。
振动时效是我国推广的“、节能、环保”技术,以振动形式对工件施加一个动应力,动应力与工件自身的残余应力叠加后,达到或超过材料的微观屈服极限,使工件出现微观或宏观局部,整体这对于企业提高产品质量,降低时效成本,提高生产效率,解决燃煤热时效对环境污染问题具有重要意义。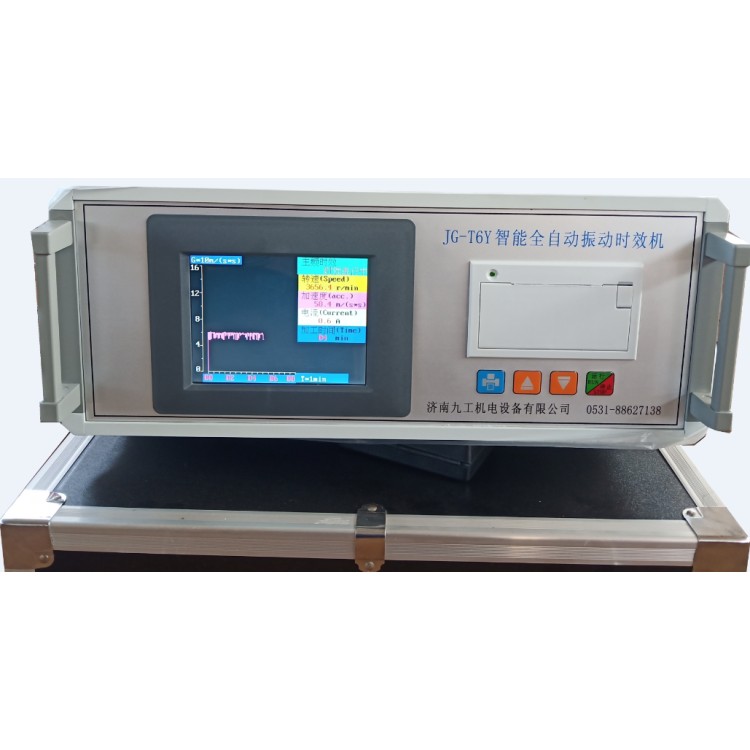
振动时效的过程实质上是金属材料内部晶体位错运动、增殖、塞识和缠结的过程 振动时效优于稳定工件尺寸精度,提高静音、动态载荷变形能力。 这也是机床行业大多应用振动时效技术的原因之一。 从微观上看,当温度达到零度以上时,金属原子总是进行质子运动,这些原子质子在自残馀应力的影响下处于不平衡运动状态,但需要能量才能回到平衡位置。 振动时效是对金属元件提供机械能,限制金属原子复位,释放残余应力,提高金属原子返回平衡位置的速度。
振动时效(VSR)就是在激振设备周期性——激振力的作用下在某一频率使金属构件共振,形成的动应力使构件在半小时内进行数万次较大振幅的亚共振振动,使其内部残余应力叠加,达到一定数值后,在应力集中处,会超过屈服极限而产生微小的塑性变形,降低该处残余应力,并强化金属基体;而后振动在其余应力集中部分产生同样作用,直至不能引起任何部分塑性变形为止,从而使构件内残余应力降低和重新分布,处于平衡状态,提高材料的强度。构件在后序安装使用中,因不再处于共振状态,不承受比共振力更大外力作用,振后构件不会出现应力变形。
其特点有:
1. 投资少
2. 生产周期短
3. 使用方便
4. 适应性强
5. 节约能源,降低成本
6. 机械性能显著提高
7. 符合环保要求
8. 操作简单,易于实现机械自动化。
9. 振动时效设备可避免金属零件在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷。