进口摇摆头五轴加工中心功能
-
面议
及时发货
交易保障
卖家承担邮费
五轴联动数控机床是一种科技含量高、精密度高用于加工复杂曲的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精设备等等行业,有着举足轻重的影响力。 现在,大家普遍认为,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的手段。
装备制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。即使是发达工业化国家,也无不高度重视。近年来,随着我国国民经济迅速发展和建设的需要,对的数控机床提出了急迫的大量需求。机床是一个国家制造业水平的象征。而代表机床制造业高境界的是五轴联动数控机床系统,从某种意义上说,反映了一个国家的工业发展水平状况。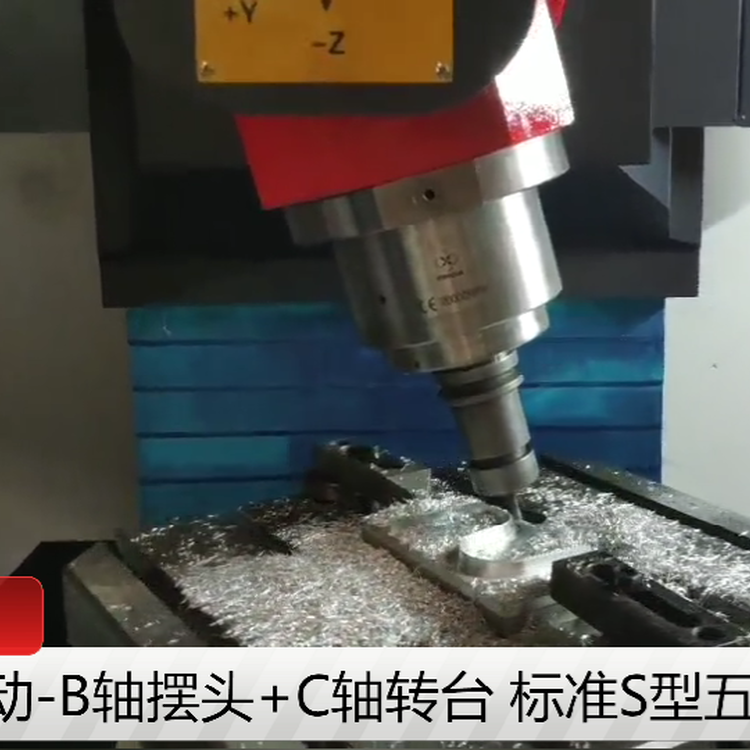
立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。A轴和C轴小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要的数控系统、伺服系统以及软件的支持。这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。
另一种五轴加工中心是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,客机庞大的机身、的发动机壳都可以在这类加工中心上加工。
五轴由于设备价格高昂,多半应用与复杂且附加值高的零件,以航空、军事领域尤为重要。
作为制造业数控领域上的明珠,各大国外系统厂家发那科、西门子、三菱、海德汉自然不在话下,同时各大国产数控系统的五轴联动技术也发展成熟。无论广州数控、华中数控、凯恩帝、等等不断试制完善中,至于国产五轴为何还不能有量的突破,归结还是因为市场需求量的不足。加之五轴机床结构复杂,系统占其成本比重小,国产系统优势不明显。未来国产系统在五轴上的突破还有很长的路要走。
五轴联动数控机床是一种科技含量高、精密度高、用于加工复杂曲面的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。 目前,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的手段。
五轴机定义:
广义上,在传统XYZ三轴的基础上,加装两个旋转轴的机台,并且能够做到五轴同动,我们称之为五轴加工机。
依照旋转轴的配置方式,五轴加工机分为三类:
主轴型:两个旋转轴都在主轴端
工作台型:两个旋转轴都在工作台端
混合型:主轴端及工作台端各一个旋转轴
主轴型五轴机
又称Head-head型五轴机
适合加工大型、重型工件
不适合重切削
机台动作较灵活
工作台型五轴机
又称Table-Table型五轴机
适合加工小型、轻型工件
适合重切削
机台动作较不灵活
混合型五轴机
又称Head-Table型五轴机
加工特性介于前两者之间
制作成本、精度要求较低
一般来说机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP刀尖跟随功能就是为了消除这个补偿而产生的功能。
真正的五轴加工中心是具备刀点跟随-RPTC功能,此技术可以更好的完成五轴联动加工。对于具有RTCP功能的五轴加工中心来说,可以保持刀具中心始终在被编程的位置上。在这种情况下,沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持佳切削状态。当您在五轴加工中心上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。