创鑫激光器压力报警维修好处理
-
≥5台¥440.00
-
3-5台¥440.00
-
1-3台¥466.00
及时发货
交易保障
卖家承担邮费
创鑫激光器压力报警维修好处理
。检查罗茨泵油位罗茨泵齿轮箱中的油位可通过齿轮箱端面的油窗看见,当泵关掉并且处于冷态时,油位应在玻璃中间线的+5mm
一、诊断步骤
1、检查电源供电:确认电源供电是否稳定,电流是否达到额定工作电流。检查电源线路是否有老化、接触不良或短路现象。
2、检查光学元件:检查反射镜、透镜等光学元件是否有脱镀、氧化、污染或损坏现象。使用无水轻轻擦拭镜片表面,注意不要刮花镜面膜层。
3、检查激光介质:检查激光介质如激光晶体、增益介质等是否有损伤或杂质。确认激光介质的温度和压力是否保持在适宜范围内。
4、检查激光泵浦:检查激光泵浦源如泵浦激光器、泵浦电流等是否正常工作。确认泵浦光的功率是否足够,泵浦电流是否在正常范围内。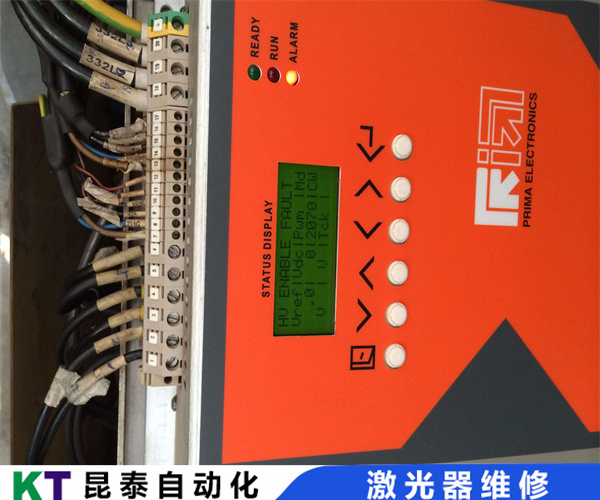
5、检查冷却系统:检查激光器冷却系统是否正常运行,确保激光器工作温度在适宜范围内。检查冷却水流量、水温等参数是否符合要求。
6、检查光路和:确认激光器的光路是否正确,无遮挡或偏移现象。检查激光器的输出参数如频率、脉宽等是否正确。
7、考虑环境因素:检查激光器工作环境是否有强烈的电磁干扰、机械振动等不利因素。确认激光器工作环境温度、湿度等是否适宜。
具有很高的强度和刚性,横梁上可安装多个移动体小车。横向移动装置均采用拖链。机械部分实现齿轮齿条传动,导轨采用高在用激光切割机焊接不锈钢薄板的过程中,需要注意一下几个方面: 1.采用普通电源,负极线应该接触良好。 2.保护气体为,纯度高焊接效果更好。当瞬间焊接电流为150~350A时,流量为1~2L/min,当电流为350~500A时,流量为2~5L/min。 3
组织与基体金属一致,模具或者金属零件焊补后,焊缝硬度达到HRC50-HRC58,真正达到无损焊接,大大提高了补焊的质
创鑫激光器压力报警维修好处理
二、可能原因
1、光学元件老化或污染:长时间使用会导致光学元件老化,如脱镀、氧化等,降低反射率和透过率。镜片表面污染也会影响激光的传输和聚焦效果。
2、激光介质问题:激光介质损伤或杂质会导致激光吸收增加,从而降低输出功率。
3、激光泵浦问题:泵浦源故障、泵浦电流不稳定或泵浦光功率不足都会影响激光器的输出功率。
4、冷却系统故障:冷却系统失效或不足会导致激光器温度过高,进而影响激光器的输出功率和稳定性。
5、光路和问题:光路设计不合理或调整不当会导致激光束偏离目标位置或发散角增大。输出参数错误也会影响激光器的输出功率和稳定性。
6、环境因素:强烈的电磁干扰、机械振动等不利因素会影响激光器的正常工作。工作环境温度过高或过低也会影响激光器的输出功率和稳定性。
三、解决方案
1、更换或清洁光学元件:更换老化或损坏的光学元件。定期清洁镜片表面,保持其清洁。
2、更换或修复激光介质:更换损伤或杂质过多的激光介质。确保激光介质的温度和压力保持在适宜范围内。
3、检查并修复激光泵浦:检查泵浦源是否正常工作,修复或更换故障部件。调整泵浦电流和泵浦光功率至适宜范围。
4、改善工作环境:减少电磁干扰和机械振动等不利因素的影响。调整工作环境温度、湿度等参数以适宜激光器的工作要求。
力平衡为止。小孔随着激光束沿焊接方向移动时,小孔前方熔化的金属绕过小孔流向后方,凝固后形成焊缝。这种焊接模式熔深大,、焊接距离更长,可以对工件实现任意部位角度的焊接。 3.焊接区域热影响小、不易变形、发黑、背面有痕迹问题,焊接深度
而切割速度远远大于激光汽化切割和熔化切割。激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。 4)激光激
UjnTFThwsT