阳泉热门振动时效设备作用
-
¥12800.00
及时发货
交易保障
卖家承担邮费
国内使用振动时效设备处理方法消除残余应力,振动时效是用振动能方法降低和均化工件残余应力。选择振动时效设备能够实现频率自动上升或自动下降,可点升频率或点降频率。振动频率可调到任何一个转速,可自动描绘被振工件的频率-幅值特性曲线,能写出共振峰的转速和加速度幅值对应坐标值。
振动时效设备的6大技术要求
1、振动时效设备的主要构成部分及相关介绍 振动时效设备操作方式:自动 + 手动
2、激振力大于 35KN
3、激振器电机功率大于 2.5kw,转速 0-8000 转连续可调
4、自动寻找共振峰且自动进入亚共振区振动
5、振动时效设备与激振器连接电缆、加速度信号线长度20米,加速度信号线要求使用进口低噪声电
6、要求曲线打印,次扫描、振动、第二次扫描在一个坐标系下。
1.适用性强
由于设备简单易于搬动,因此可以在任何场地上进行现场处理。它不受构件大小和材料的限制,从几十公斤到几百吨的构件都可使用振动时效技术。特别是对一些大型构件无法使用热时效处理时,振动时效就具有更加的性。
2.节省成本
振动时效只需30分钟即可进行下道工序。而热时效至少需一至二天以上,且需大量的煤油、电等能源。因此,相对于热时效来说,振动时效可节省能源90%以上,可节省费用90%以上,特别是可以节省建造大型焖火窑的投资。
3.机械性能显著提高
经过振动处理的构件其残余应力可以被消除20%~80%左右,高拉应力区消除的比低应力区大。因此可以提高使用强度和疲劳寿命,降低应力腐蚀。可以防止或减少由于热处理、焊接等工艺过程造成的微观裂纹的发生。可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。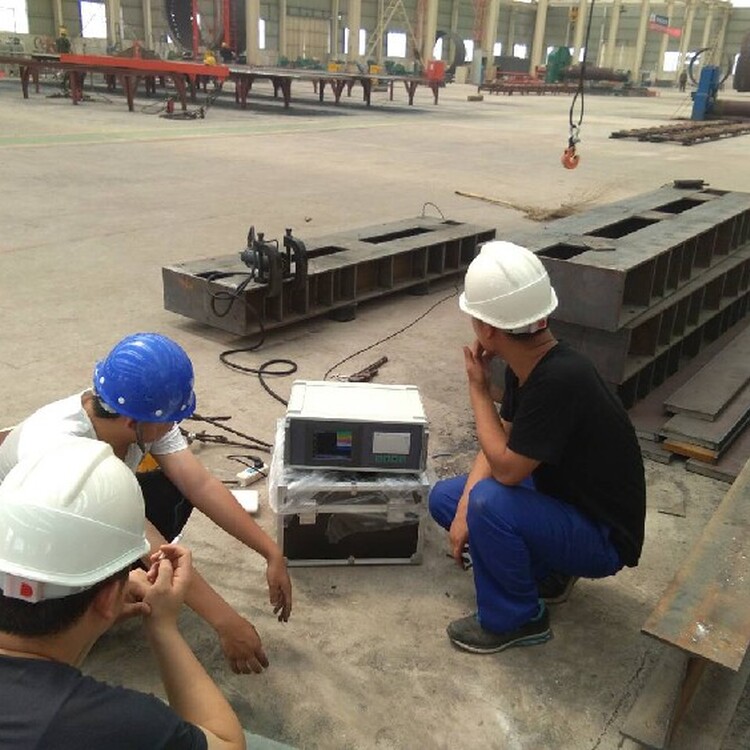
从宏观角度分析,振动时效使零件产生塑性变形,降低和均化残余应力并提高材料的抗变形能力,无意识导致零件尺寸精度稳定的基本原因。从分析残余应力松弛和零件变形中可知,残余应力的存在及其不稳定性造成了应力松弛和再分布,使零件发生塑性变形。故通常采用热时效方法以消除和降低残余应力,特别是危险的峰值应力。振动时效同样可以降低残余应力。零件在振动处理后残余应力通常可降低30~55%,同时也使峰值应力降低,使应力分布均匀化。除残余应力值外,决定零件尺寸稳定性的另一种重要因素是松弛刚性,或零件的抗变形能力。
振动时效消除构件残余应力技术及其发展
构件在经过焊接、切削、热处理等一系列加工制造工艺后,其内部不可避免地会产生残余应力,影响构件的尺寸稳定性、精度、疲劳强度以及机械加工等性能,甚至促进构件内部的裂纹萌生、扩展以及应力腐蚀。
因此需要采用不同的时效方法来调整构件内部的残余应力分布状态,消除构件内部的峰值应力,从而达到消除和均化构件内部残余应力的目的。
热时效是在合适的温度下,对工件进行退火或回火处理,可以很好地起到消除残余应力的目的。作为传统工艺,热时效能够很好地对工件中残余应力进行消除,并能一定程度上改善材料特性。然而,热时效需要的加热炉,费用高(通常1~1.2万元/m2),能耗高,生产成本高,污染大。并且炉内温度不均匀,容易产生新的变形和二次应力。