漳州出售冷弯成型机械,工字钢冷弯成型机
-
面议
及时发货
交易保障
卖家承担邮费
该机由冷弯机本体、油压装置及其附属的输送辊以及控制装置所构成。此外,根据作业上的需要,尚可在该机的左右两边配置小车和辊道传送装置。控制台为移动式,能自由地移至工作方便的地方,实现远距离操纵,操作全部用按钮。弯曲时可一面注视预绘在型钢上面的型线,一面操纵按钮进行准确地弯曲,由于按钮全部是点动式,手指一离开按钮动作即停止。
工字钢冷弯机是隧道工程掘进施工防护的重要设备,主要用于隧道施工的预支护。主要应用在隧道,矿山,地铁,地下洞室,涵洞,引水洞等施工防护方面。
工字钢冷弯机主要由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电液换向阀、工作油缸、顶轮及油箱等部件组成。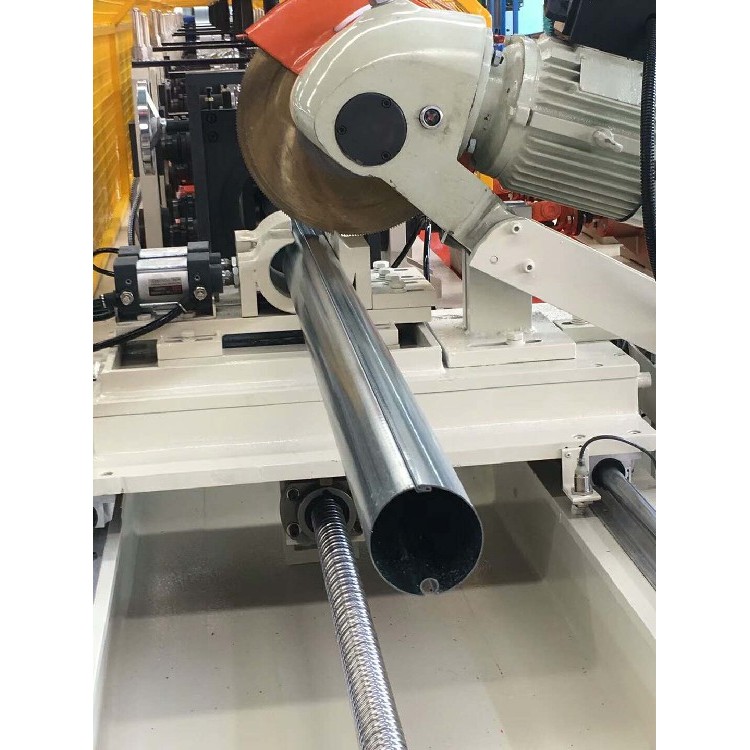
一种金属加工方法。在室温下将金属材料板、带材用机械弯曲成一定形状和尺寸的型材。其产品称为冷弯型材。冷弯的优点是:可以生产轧制不能生产的各种特薄、特宽和形状复杂的型材;节省金属材料;制品机械性能好。常用的加工方法有辊弯、压弯、拔弯和折弯。
常温下将金属板带材经弯曲变形制成型材(或零件)和焊管管筒(见辊式成形)的金属塑性加工方法。广义的冷弯变形包括折弯、辊模弯曲、三辊弯板、连续辊轧弯曲等。由于连续辊弯成形所生产的型材和焊管管筒产量大,产品定型,因此狭义的冷弯变形就是指这一种特定的弯曲变形。其产品称为冷弯型材,半成品即焊接管管筒。
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
生产方式
分为从单张板材弯成单件型材的单张生产方式、以整卷带材为原料生产型材的成卷生产方式和以卷材为原料并将其头尾对焊在一起的连续生产方式等3种。连续生产方式由于产品尺寸精度好、生产率高而得到更多的发展。连续冷弯型钢的典型设备组成及布置如图3所示。无论哪种生产方式,其整个工艺过程均分为原料准备、成形和精整3个阶段。
一般开式冷弯型材工艺流程为:
带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→矫直→切断→检查收集→打捆→称重→入库。
闭式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→高频焊接→除毛刺→冷却→矫直→切断→检查收集→打捆→称重→入库。
如在生产线上增加冲孔、压痕、扭弯等附加工序,就可生产出各种异形冷弯型材。