广东生产不锈钢焊丝用途简介
-
面议
及时发货
交易保障
卖家承担邮费
308不锈钢焊丝作用:
1)降低了熔滴表面的张力,使熔滴颗粒变细,使电弧稳定;
2)改善熔滴金属的润湿性,使焊道波纹美观,同时防止未焊透,夹渣、气孔等缺陷,改善焊缝成形质量;
3)渣的熔点低、渣量少,三层以内不用清渣。
不锈钢焊丝原理?
原理是采用惰性气体作为保护气,使用焊丝作为熔化电的一种电弧焊方法。保护气通常是氩气或氦气或它们的混合气。MIG用惰性气体,MAG在惰性气体中加入少量活性气体,如氧气、二氧化碳气等。主要特点:焊接质量好;焊接生产;无脱氧去氢反应(易形成焊接缺陷,对焊接材料表面清理要求严格)。
低温不锈钢焊丝优点
1、低温焊丝良好的润湿性、导电率、热导率,易上锡。
2、按客户所需订制松香含量%,焊接不飞溅。
3、助焊剂分布均匀,锡芯里无断助焊剂现象。
4、绕线均匀不打结,上锡速度快、残渣少。
不锈钢药芯焊丝可以像碳钢和低合金钢药芯焊丝一样,对不锈钢进行既简便又的焊接,不锈钢药芯焊丝的应用以MAG焊为主,进行MAG焊时具有如下特点;
1)与手工焊相比,熔敷速度可提高2-4倍,其熔敷达90%(不锈钢焊条仅55%)
2)对电流,电压的适应范围大,焊接条件设定较为容易,易于进行半自动和自动化焊接。
3)脱渣性良好,焊道表面光泽。另外,飞溅很少,电弧稳定性优良,X射线合格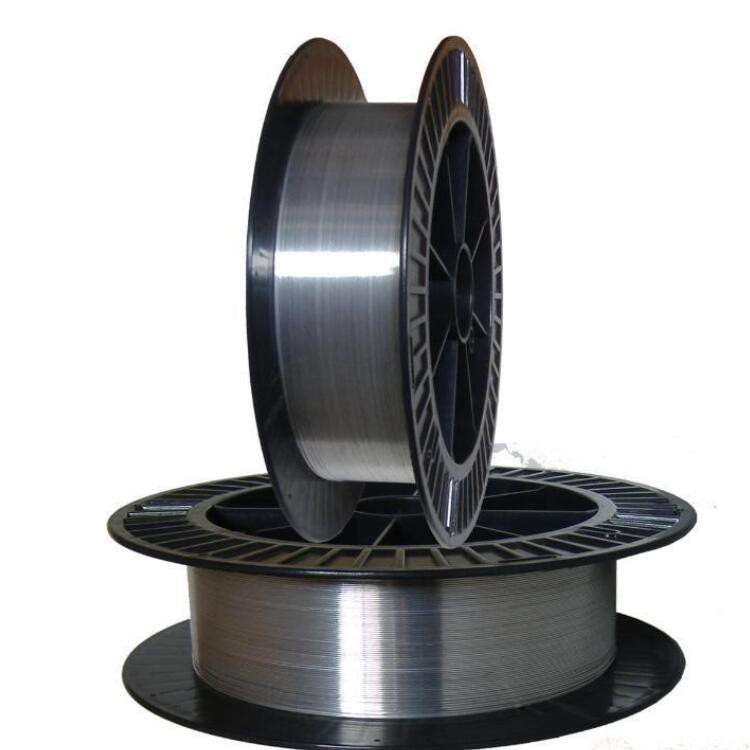
不锈钢氩弧焊丝市氩弧焊焊丝。氩弧焊是钨极惰性气体保护焊(TIG)的一种。是在氩气保护下,利用电弧热熔化母材和填充丝而形成接头的焊接方法。主要控制焊接电流、焊接速度、氩气流量三个参数。与手工焊相比,电弧和熔池可见,操作方便;可焊接活性金属的薄板结构;焊缝质量好,接头强度可达母材的80%~90%。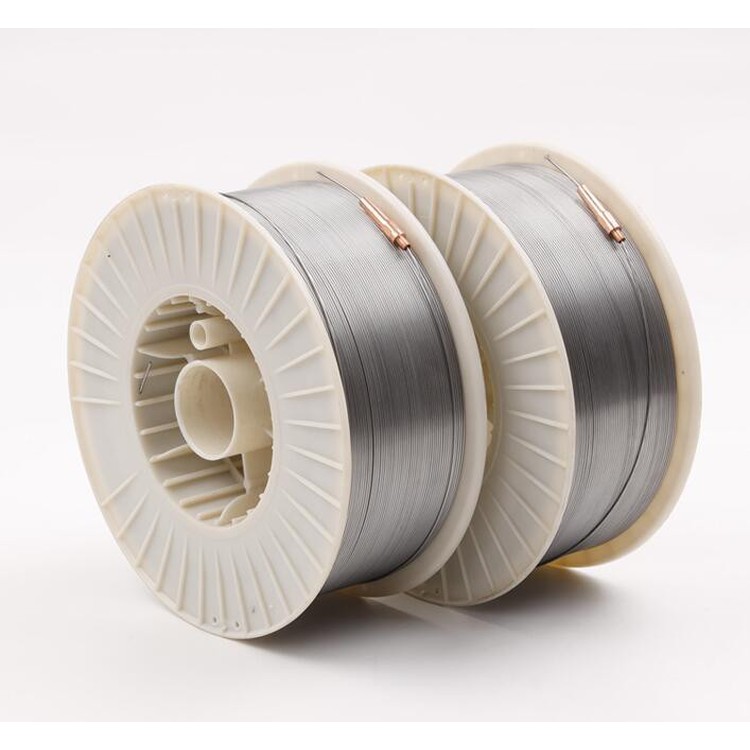
1. ER308: 适用于焊接AISI 304和304L系列不锈钢。 2. ER316: 适用于焊接AISI 316和316L系列不锈钢。 3. ER309: 适用于焊接AISI 309和309L系列不锈钢。 4. ER310: 适用于焊接AISI 310和310S系列不锈钢。 5. ER347: 适用于焊接AISI 347和347H系列不锈钢。 6. ER430: 适用于焊接AISI 430系列不锈钢。 7. ER2209: 适用于焊接双相不锈钢。 8. ER2507: 适用于焊接超级双相不锈钢。