湘西H型钢弯曲机生产厂家联系方式
-
¥3230.00
及时发货
交易保障
卖家承担邮费
检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。
4、按所折板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。
5、由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。
6、折弯狭板料时,应将系统工作压力适当降低,以免损坏模具。
7、调节滑块行程时,应调量小于100,以免损坏机器。
8、折弯前,应将上下模具间的间隙调整均匀一致。
机械系统
机械系统采用摆线针轮减速器直接驱动滚轮转动,转速为11rpm,为实现两个滚轮同步,采用两电机同时启动实现同步,为满足工况要求,可进行正反转运转。
②液压系统
该系统采用手动换向阀对油泵进行换向,实现油缸的正反向运动。采用单向节流阀调节油缸运动速度,利用双向液控单向阀对油缸进行锁闭,当换向阀处于中卫时,系统卸荷,有效防止了系统发热。
③电气系统
电气系统主要对油泵电机、行走滚轮电机进项控制,行走电机设有正反转控制及过载保护。当回油滤清器堵塞需要更换滤芯时,滤清器堵塞指示灯亮,此时需更换滤芯。在主回油路中设有空气开关(主开关)对整个系统进行有效保护。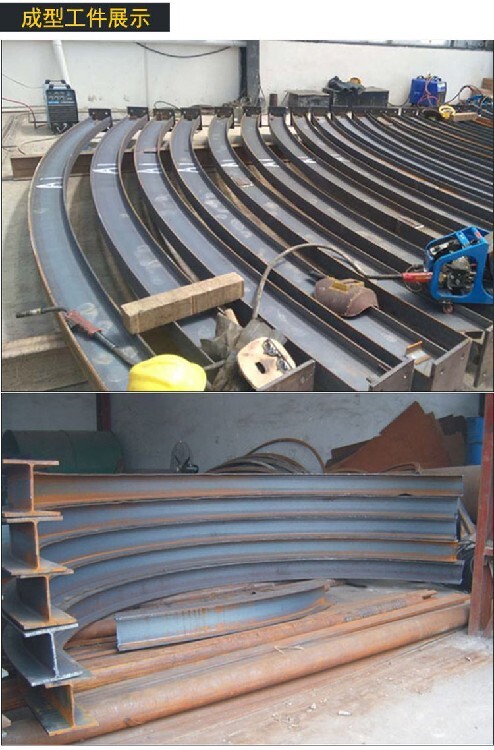
数控冷弯机工作时,将所需冷弯加工的型钢由辅佐体系的门式托架推两自动滚轮之间,发动液压体系使液压缸推进燕尾槽和冷弯滚轮冷压型钢,待到达数控冷弯机规划所需弧度时封闭液压体系,发动机械传动体系,使自动滚轮并依托力股动型钢平稳前行,然后完成接连冷弯工作。在冷弯结束时,封闭机械传动体系,一起发动数控冷弯机液压体系,使液压缸回收。将冷弯型钢放置在辅佐体系的门式托架上即可。这种冷弯工作,确保了原料的强度,了支护钢拱架的,地了工效,操作简略、明晰。数控冷弯机与压床相比,具有的工作性能。