江门光模块散热器可定制,光模块散热器定制
-
面议
及时发货
交易保障
卖家承担邮费
降耗是不让热量产生;导热是把热量导走不产生影响;布局是热也没散掉但通过一些措施隔离热敏感器件。
如果导热方案行不通,那就只有通过降耗(选择发热低的芯片)或者重新布局。
光模块热源主要在PCB芯片和TOSA和ROSA。下面介绍从内部优化这两处散热的方法:
TOSA(ROSA)
相关技术中,通过风冷方式实现光模块散热。具体的,在光模块上安装风冷散热器,发热器件将热量传递给光模块上盖,光模块的上盖将热量传递给风冷散热器。这样,热量需要流过两个相接触的固体的交界面,导致热阻过大,散热效果不佳。因此,需要提供散热效果更佳的方案。
传统采暖散热器,以铸铁散热器、板式散热器为其典型代表,这种材质的散热器环境污染严重、热效率低、传热慢、外观粗陋、笨重;
一定要注意辨别内防腐层
一般正规品牌散热器的内防腐材料是高压打进去的,无死角、气泡,防腐性好;小品牌散热器的内防腐层是手工灌进去的,存在死角、气泡等,防腐性差。
模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。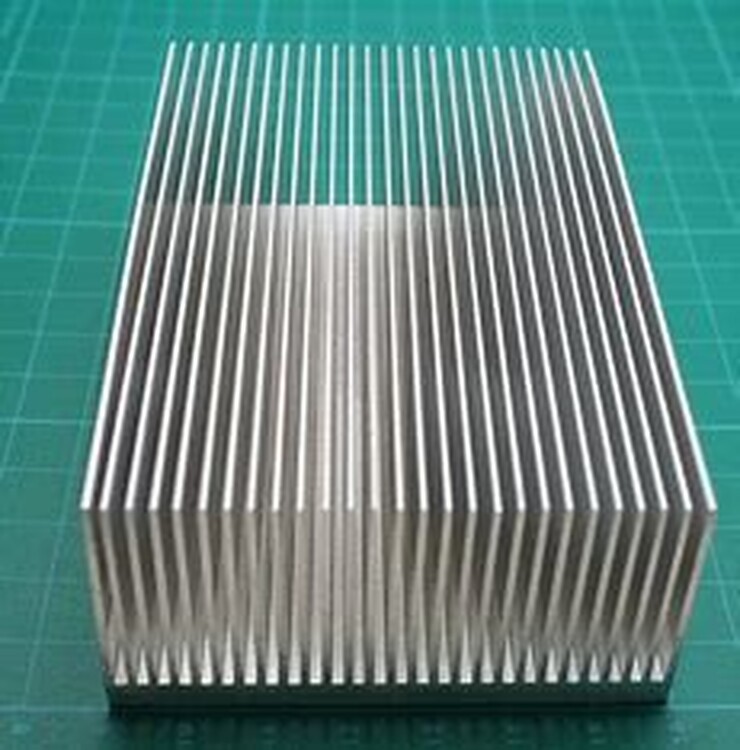
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。