石家庄出售筛板冲床送料机厂家
-
面议
及时发货
交易保障
卖家承担邮费
工作台有无贴塑,导轨磨擦时会产生细小的铁粉或切削进入,贴塑导轨耐磨性强,材质软,可使其融入塑轨内,减少导轨的磨损量,所以贴塑导轨寿命要长于未贴塑导轨。用户可根据自身情况,选择硬轨或线性导轨。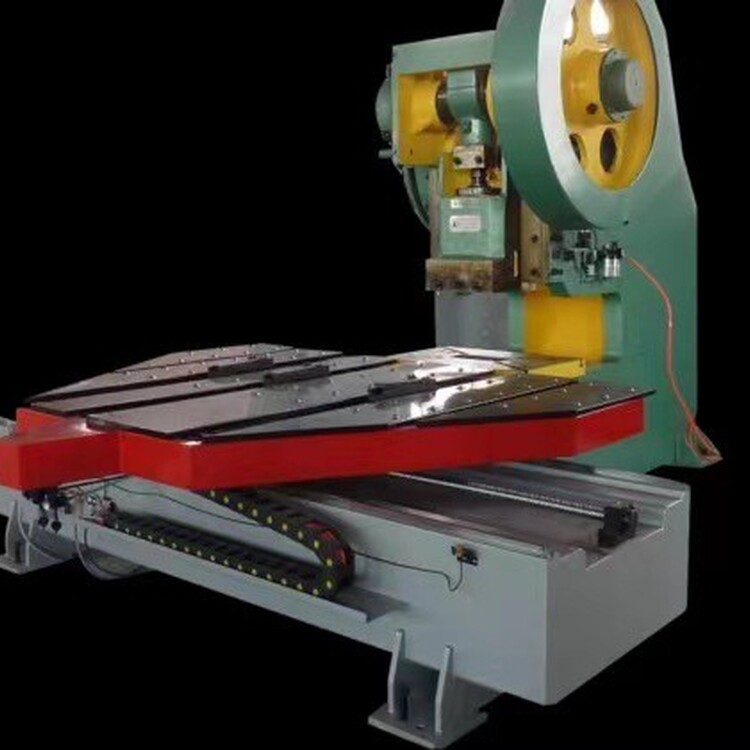
数控冲床模具磨损过快的主要原因: ①模具间隙小,一般建议模具总间隙为材料板厚度的20%和25%。 ②)数控冲床模具中性不好,包括模座和模具导向组件以及转塔镶嵌精度不足。 ③凸模温度过高,主要是同一模具连续长时间冲压导致冲头过热。 ④模具刃磨方法不当,导致模具退火,磨损加剧。 ⑤局部单边冲切,如步冲、冲角或剪切时,铝合金门窗配件的侧向力会使冲头向一侧倾斜,减小该侧间隙,造成模具严重磨损。如果机床模具安装精度不高,冲头会严重偏离上模,对凸模和凹模造成损坏。
NC偏摆送料机的操作方便,自动化程度高。偏摆送料机使用时,只需在7寸触摸屏上输入材料的宽度、所需下料圆的直径、送料步距后,NC送料机的控制系统会自动计算出移动和送料的距离,不需调节任何机械部位,真正实现了全自动化的操作使用。
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。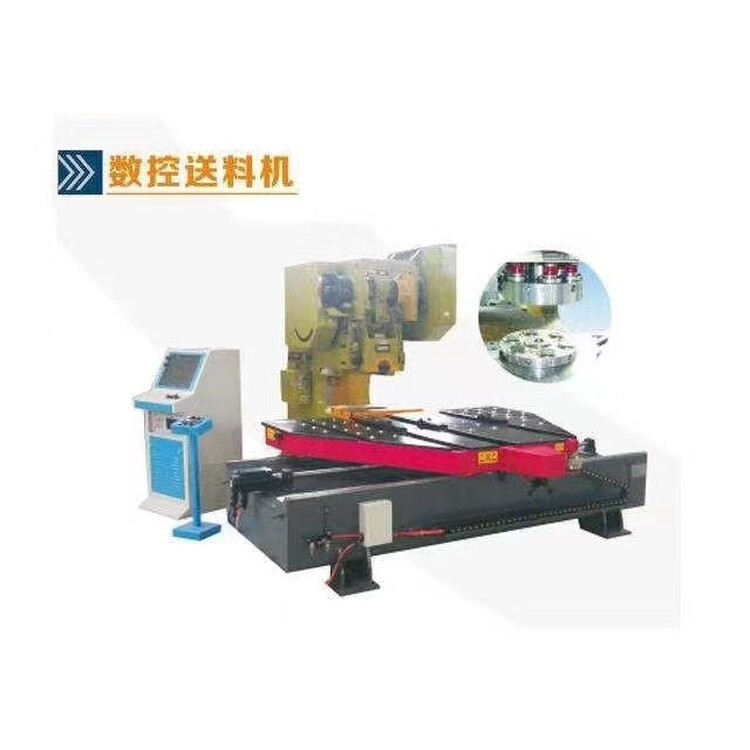
在选择购买的过程中,需要先检测200吨气动冲床的产品质量,先检查气动冲床的外观情况,观察气动冲床的机身以及底座等各个部位,是否有缺损的部分,表面是否光滑,还要检查齿轮飞轮等是否正常,喷漆是否均匀等。气动冲床厂家提醒大家一定要仔细检查,避免有的生产厂家以次充好,拿二手冲床重新喷漆充当新产品来销售。
送料系统通过触摸屏通过直线插补控制配合伺服驱动系统实现整个流程的自动上下料、定长移动、自动偏移等动作,从而实现快捷生产,无人工干预的控制系统,可靠地控制系统了设备运行的稳定、快速,在设备高速运行时依然能够定位的准确性。