牡丹江输水DN3PE防腐钢管厂家/价格%(多少钱每米),3pe防腐钢管
-
¥126.00
及时发货
交易保障
卖家承担邮费
一直以来,对于3pe防腐钢管的使用寿命使人们关注的问题,越来越多的人员对于这个问题现身于生产当中,3pe防腐钢管在国外已经有一套完整的生产技术,使用寿命也得到人们的关注,三层结构聚乙烯防腐层(3pe)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显著改善了各自的性能。因此作为埋地管线的外防护层是非常的。据有关资料介绍,三层pe可使埋地管道的寿命达到50年,目前,在国际上被认为是的管道外防腐技术。在我国,三层pe已率先在石油天然气系统得到应用。我国已建成的陕京天然气管道及库鄯输油管道,近西气东输近4000公里管道均采用了三层pe外防腐涂层。在天阿拉尔,陕气进津67公里高压管道,外环线30公里高压天然气管道,陕京线地下储气库122公里管线也是采用的三层pe。它已成为今后管道外防腐层的发展方向。
3pe防腐钢管和2pe防腐钢管的区别是2pe防腐和钢管交接处没有环氧粉末,3pe防腐和钢管的交界处有环氧粉末,3pe防腐和2pe防腐的厚度是一样的,3pe防腐钢管厚度和防腐层数数据:层环氧粉末大于100Um第二层胶粘剂。 一般使用寿命会在30年以上,目前已经被广泛的应用于石油,天然气行业,常用作各种金属底漆和化工厂室外设备防腐蚀漆,它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:底层为熔结环氧,中间层为胶粘剂,面层为挤塑聚乙烯。
河北3pe防腐钢管,加强级3pe防腐管道,饮水3pe防腐螺旋管同时具备环氧强度高,PE吸水性低和热熔胶柔性好等,有很高的防腐可靠性。为不燃性材料。岩棉保温管的应用领域十分的广泛,正如上文所介绍的说涉及到的这些领域之外,小编还想提醒大家的是,岩棉保温管关键的性能莫过是它的保温系数特别高,基本上在冬天水流通过也不会被外界环境影响得水的冻结成块,
3PE防腐钢管管道结构:层环氧粉末(FBE>100um),第二层胶粘剂(共聚胶)170~250um,第三层聚乙烯(PE)2.5~3.7mm。这三种材料紧密融合在一起,并与钢管牢固结合形成优良的防腐层。 2PE防腐钢管管道:管道二层PE防腐结构,层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同. 厚度:1.7-2.5 管径范围Φ60~Φ1420 执行标准:SY/T0413-2002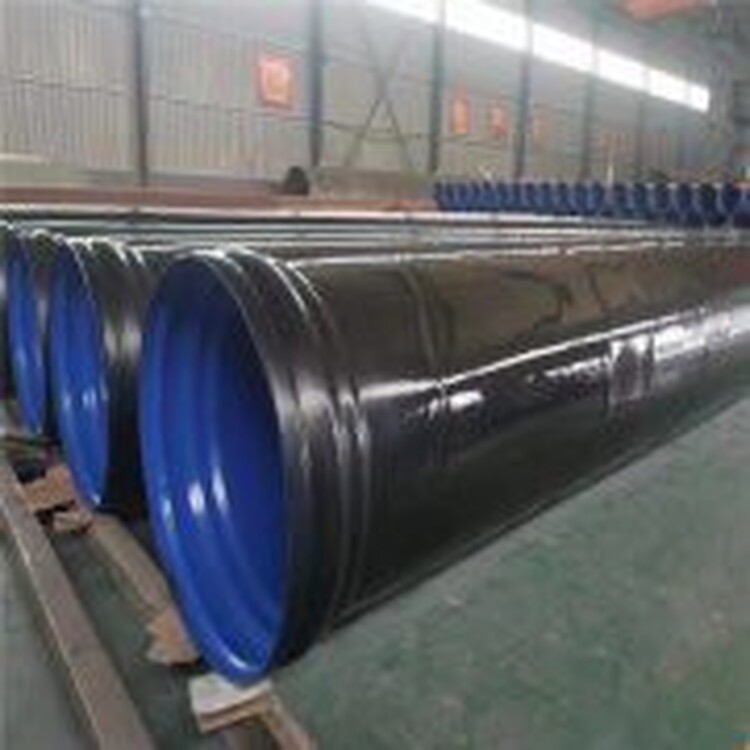
内壁防腐分类折叠液体环氧涂料IPN8710防腐
一、组成
由脂肪族聚氨酯预聚物与环氧树脂、颜料、助剂、溶剂组成。于食品、饮用水等所接触的设备、输配水管道、饮水舱表面的防腐。
二、性能
该漆为接技型互穿网络聚合物,在常温下引发聚合,两网络能互相取长补短,产生协作效应,涂膜性,高固体、低粘度,是一种强附着、高强度、耐冲磨、耐水解、耐腐蚀和耐水、耐候性非常优良的新型防腐涂料,且对钢结构表面的除锈要求不高,使用温度可在-20~120℃范围内。
三、技术指标:
1、干燥时间:表干30min 实干6-24h
2、柔韧性:1mm
3、耐冲击性:50cm
4、附着力:1级
四、施工及贮存:
(1)涂装前须将基铁表面处理Sa2.5级,施工中严禁带入水份、灰尘、油污以涂刷质量。
(2)涂料配比为:甲组分(基料)、乙组分(固化剂)=9kg漆:1kg固化剂(或按我厂告知的比例配比施工)。
(3)施工配比方法为:将甲组分大口打开,将乙组分加入甲组分内,充分搅拌均匀。熟化30分钟,即可进行涂装。
(4)此材料要求随配随用,配比后的涂料须在六小时之内用完。未配完的材料要密封保存。
(5)阴雨天或相对湿度大于75%时应停止施工。对于腐蚀介质严重的部位,建议多道涂刷。
(6)产品应存放在阴凉干燥处,防止日光直接照射,隔绝火源,远离热源。
(7)贮存期为十二个月,期满后应检验各项技术指标,如达到指标要求,可继续使用。
折叠熔结环氧粉末防腐
熔结环氧粉末又称热固性环氧树脂重防腐粉末,是一种以空气为载体进行输送和分散的固体材料,将其施涂于经预热的钢铁制品表面,熔化、流、固化形成一道均匀的涂层防腐是在高温下形成的重防腐涂层。该涂层具有涂敷操作简便、、涂层抗冲击和抗弯曲性能好、耐温性高等优点。
熔结环氧粉末分类:
1)按使用方法可分为:管道内喷涂用粉、管道外喷涂用粉、管道内外通用粉。管道外喷涂用粉又分为:单层粉、双层粉、三层结构防腐用粉。
2)按用途可分为:石油天然气管道用粉、饮用水管道用粉、消防管道用粉、煤矿抗静电通风管道用粉、化工管道用粉、石油钻杆用粉、管件用粉、船舶管道用粉、高盐水重防腐管道用粉等。
3)按固化条件可分为:快速固化、普通固化两种类型。快速固化粉末的固化条件一般为230℃/0.5~2min,主要用于管道外喷涂或三层防腐结构,由于固化时间短,生产,适合流水线作业;普通固化粉末的固化条件一般为230℃/5min以上,由于固化时间长,涂层流好,适用于管道内喷涂。
熔结环氧粉末的防腐方法:
主要有:静电喷涂法、热喷涂法、抽吸法、流化床法、滚涂法等。管道内涂敷一般采用摩擦静电喷涂法、抽吸法或热喷涂法;这几种喷涂方法都有一个共同特点,即喷涂之前需要将工件预热到某一温度,使粉末一接触即熔化,余热应该能使涂膜继续流动,进一步流覆盖整个钢管表面,是在钢管表面的凹陷处,以及焊缝两侧,熔融的涂料流入填,使涂层与钢管紧密结合,大限度减少孔隙,并在规定时间内固化,后用水冷却终止固化过程。
外壁防腐分类折叠2PE/3PE防腐和单层PE防腐
优点: 1、3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,减少成本,保护环境。2、很强的耐腐蚀能力,施工方简有速,使用寿命可达30-50年。3、在低温条件下也具有良好的耐腐蚀和耐冲击性,PE吸水率低。4、同时具备环氧强度高,PE吸水性低和热熔胶柔软性好等,有很高的防腐可靠性,这种防腐的特点是制作工艺简单,防腐效果好,价格低廉,是管道制造业普遍认同的防腐方法2、石油天然气用三层聚乙烯(3PE)钢管防腐、二层聚乙烯(2PE)钢管防腐,标准:SY/T0413-2002;DIN30670。 [1]
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成,45无缝钢管属钢材中的一种材质,属碳素结构钢,大量的模具生产公司会用到,做模具钢使用。无缝钢管用碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种液体、气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道等。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
.技术参数
2.1钢管表面的预处理应符合下列规定。在防腐层涂敷前,应先清除钢管表面的油脂和污垢等附着物,并对钢管预热后进行表面预处理。涂敷二层结构防腐和三层结构防腐层时,其表面预处理的质量应分别达到《涂装前钢材表面锈蚀等级和除锈告示级》中规定的Sa2级和S a2.5级要求,三层结构防腐层要求锚纹深度达到50-75μm。钢管表面的焊渣、毛刺等应清除干净。表面预处理后,应将钢管表面附着的灰尘及磨料清扫干净,并防止涂敷前钢管表面受潮、生锈或二次污染。
2.2聚乙烯表面应平滑、无暗泡、麻点、皱折及裂纹,色泽应均匀。
2.3漏点检测:防腐层的漏点采用在线电火花检漏仪检查,检漏电压为25KV,无漏点为合格。单管有两个或两个以下漏点时,可按本标准的规定进行修补;单管有两个以上漏点时,该管为不合格。
2.4防腐层粘结力应符合SY/T0413-2002标准表1中的第1条的规定。
2.5防腐层的厚度,测量的结果应符合SY/T0413-2002标准的规定。