广东好用的切削液集中供液净化系统,切削液集中过滤系统
-
面议
及时发货
交易保障
卖家承担邮费
切削液切削液集中供液净化系统,系统稳定性好,可减少切削液更换频率,降低工作人员工作量,延长加工中心设备使用寿命等。所以对于大型机械加工厂,推荐采用切削液集中供液净化系统。
在工业加工过程中,切削液在机械加工中有非常重要的地位它的好坏影响工厂的生产力,具的使用寿命和工件的质量,使用过的切削液会逐渐降解,一旦液体失效,就更换并清理.再生处理系统不仅能去除油污还把产品的品质上升到一个新的层次。率的油水分离系统能显著提升切削液的品质,改善液体发臭的现象,设备以旁路方式运行能在生产持续运行的情况下去除切削液中的油污表面固体颗粒,表面金属粉末及其他污染物。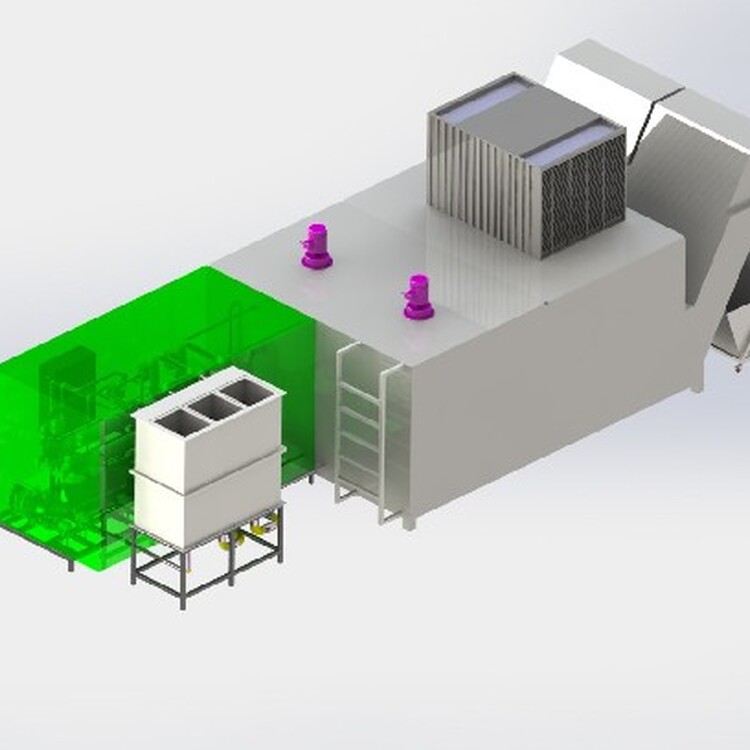
通过采取有效的切削液集中供液净化系统方案能够大大延长切削液的使用寿命(净化后不需更换切削液,浓度降低后添加原液即可)。切削液管理的首要目标是采取有效的管理监测维护和再利用措施,保持制剂的品质和性能.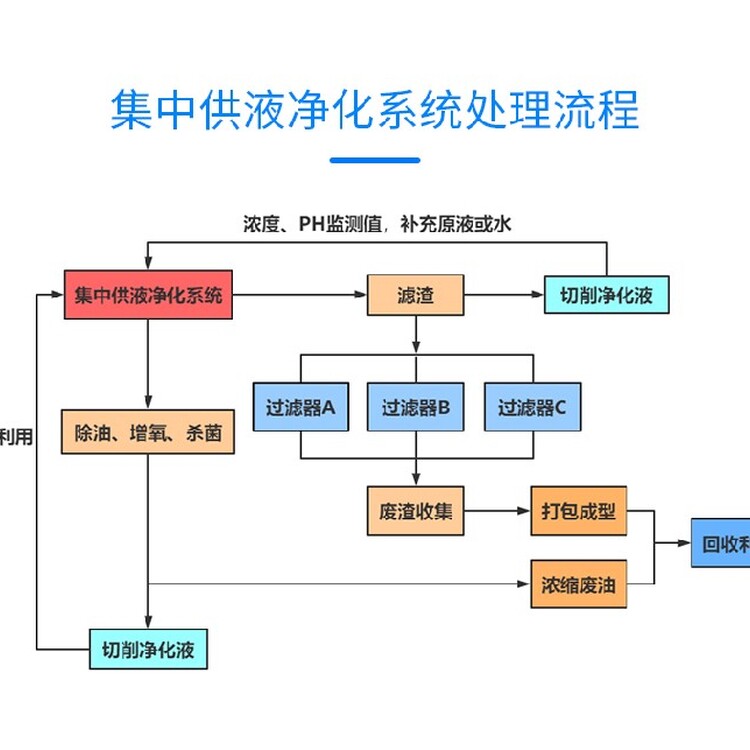
集中供液净化系统配备自动配液组件用于系统加液和补液。为确保系统乳化液的质量,避免人工配置乳化液造成的乳化液浓度不一,有效延长乳化液的使用寿命,在乳化液过滤系统内设置乳化液浓度自动配置站。自动配置站由油箱、自动混液管、供液原水管路等几部分组成。配液中心的工作介质是新鲜工业原水,取自新鲜水箱,油箱由中心油库供给可混水冷却润滑剂。可混水冷却润滑剂不得进入新鲜输水管。在初始配置时,需从检查口取样测试配置浓度,不断调整混液管上部的调整螺钉,直到得到合适的浓度然后关闭检测口,打开配液口,开始自动加液。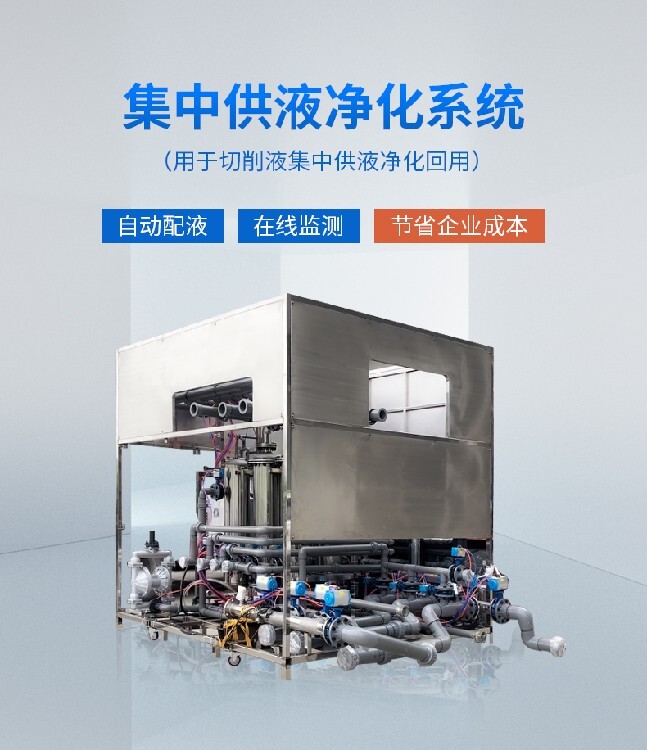
那切削液集中供液净化系统有什么特点呢,我们来了解下吧。
1、延长切削液的更换周期:根据实践,过滤净化后的切削液更换周期可以大大延长。
2、提高刀头刀具的使用寿命:近年来的研究表明,如果切削液中的杂质减少到10m以下,刀头刀具的使用寿命可以延长1-3倍.
3、延长管道和泵的使用寿命,而切削液中的固体颗粒等切屑会加速了管道和泵的磨损。
为了延长乳化液的使用寿命,除了选择合适的质量和合理使用冷却液外,切削液过滤设备的维护也是一个非常重要的因素。切削液维护需要做到以下几点:
1、液净化应及时清除切削液中的金属粉末等碎屑和浮油,以消除细菌的滋生环境。
2、定期检查切削液的PH值,并及时采取相应措施
3、及时添加切削液,由于切削液在循环,使用过程中会因飞溅、雾化、蒸发以及加工材料和切屑的携带而不断消耗,因此需要及时添加新的切削液,以保持系统中循环液的总量不变。
集中供液系统的好处:
1.经济上为企业减少30-40%的支出。
2.集中供液系统配备自动配液功能,提高配液准确性,降低了人工操作失误带来的风险。
3.集中供液系统配备切削液净化功能,每天可以对使用中的切削液进行净化达到新液的效果,对加工件光洁度有,降低刀具磨损,生产车间无异味。
4.集中供液系统的杀功能和自动恒温功能切削液不易变质,降低由于切削液变质而换液的风险。未使用集中供液系统前每年发生切削液变质的机率为2-3次,使用集中供液系统运行一年未发生过切削液变质事故。
5.未使用集中供液系统前为了防止切削液变质,特别是高温天气需要往切削液里添加大的杀菌剂,杀菌剂对员工皮肤会造成伤害。
6.未使用集中供液系统前,每天添加切削和机床换液需要人力为每台机床加液,劳动强度大,作业时间长,降低机床开机时间,从而降低生产效率。
7.使用集中供液系统为200机床加满液只需1小时,人工作业需要3-5人操作1-2天。
8.使用集中供液系统后,更环保,废水处理压力比未配置集中供液下降80%。
目前,对大多数工厂来说,由于废切削液的含量低、废水量大,处理难度大,一些工厂大多采用稀释后直接排放,要么就是协议拖走或简单处理后排放,既污染环境、浪费资源,又增加了成本。因此,通过延长切削液的使用寿命,减少废液排放量来降低消耗、节能减排,显得尤为重要。
本系统为自动供、回液集中过滤系统,含有杂质的乳化液经过杂质泵泵入集中过滤系统内,经过过滤的切削液再次泵入机床参与加工,杂质则被过滤系统并排除。
经过输送机后的乳化液经过脏液泵进入到过滤装置,杂质被在滤材上,过滤后的乳化液进入到净液箱中,然后经过净液泵进入到CNC中参加工件的加工。