江苏PE给水管规范要求
-
¥12.00
及时发货
交易保障
卖家承担邮费
施工步骤
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。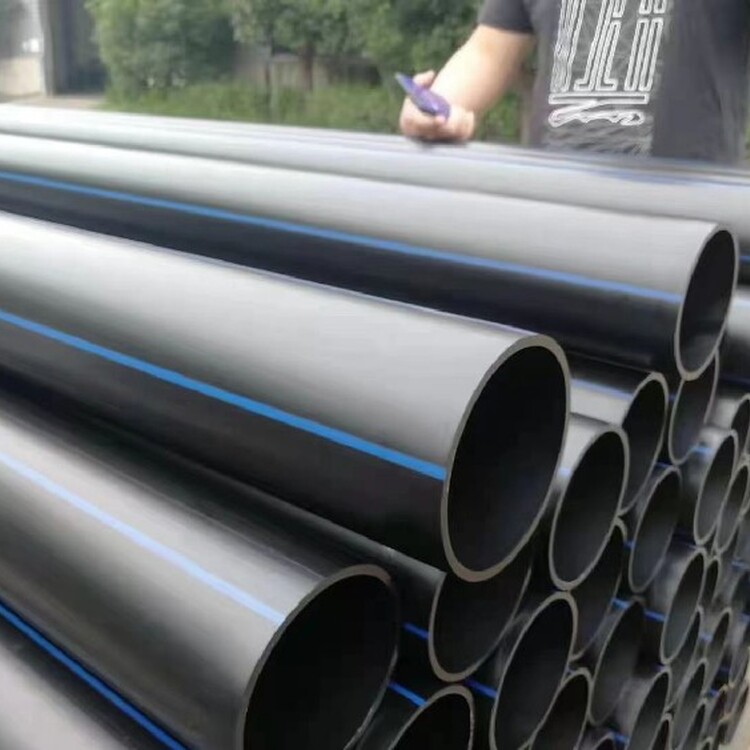
常见问题
1.管材表面有划痕,可能是定径套、支撑板或密封圈上有砂石,要注意清理干净。
2.PE管表面出现波纹,可能是冷却不充分,密封圈的尺寸不合适,导致震动现象的出现。要增加定向套进水量,增加口模与定径套的距离,检查密封胶尺寸是否小,注意调整。
3.管材表面有麻点,尤其是内壁,不光亮,可能是熔体温度不合适,或原料有问题,原料中含有杂质,口模和芯模内壁清理不干净,局部温度过高,导致老化,要注意检查原料,注意对设备的检查和清理。
4.管材表面有凹坑,可能是原料潮湿,气泡破裂、定向套水量不均的原因,要将原料烘干,调整水量或更换定向套。
5.管材表面有亮斑,可能是定向套的水量不足,要增加定径套水量,或者更换更大水量的定向套。
6.PE管的内外壁轴向粗糙,可能是原料的含水量过高,要注意将原料烘干。
7.外表面有水线,可能是定径套局部水眼堵塞,导致个别水眼水量过大,要注意清理定径套。
PE给水管克服了镀锌管、铸铁管,易锈蚀、结垢、滋生细菌、寿命短的缺点,它自身有质量可靠,运行安全,维护方便,费用经济的特点。特别是PE给水管热熔工艺更适合管道的直埋暗埋,有用解决了接头渗漏的难题。