1Cr23Ni18太原标准航空用耐热不锈钢棒
-
面议
及时发货
交易保障
卖家承担邮费
航天设备用不锈钢
火箭燃料贮罐:使用1Cr13、1Cr17Ni2等马氏体不锈钢,这些材料具有高强度和良好的耐腐蚀性。
航天器结构件:使用如17-7PH等沉淀硬化不锈钢,这些材料通过时效处理获得高强度和良好的焊接性能。
航天器紧固件:使用Custom455、Custom465、Custom475等马氏体时效不锈钢,这些材料提供强度和的耐腐蚀性。
紧固件:1Cr13、2Cr13、0Cr13Ni8Mo2Al等不锈钢用于制造各种紧固件,确保其在各种环境下的稳定性和性。
弹簧齿轮蒙皮紧固件:3Cr13Mo、0Cr17Ni4Cu4Nb、0Cr15Ni5Cu3Nb等不锈钢用于制造弹簧、齿轮、蒙皮和紧固件,提供优良的力学性能和耐腐蚀性。
机翼轨道作动器:00Cr12Ni11Mo1Ti1.6不锈钢用于制造机翼轨道和作动器,确保其操作灵活性和稳定性。
压力容器紧固件:00Cr10Ni10Mo2AlTi不锈钢用于制造压力容器和紧固件,提供良好的抗氢脆性和耐腐蚀性。
真空冶炼
所有金属材料应符合质量标准,按照制度烘烤后使用,配料严格控制各元素的配入量。
熔化期真空度小于7帕,精炼时再加镍、铝和锆小料,应在精炼后停电结膜时加入,并控制成分。
精炼期真空度≤7pa,采用不少于两次的高温瞬时精炼和一次低温长时精炼,提钢温到1420℃/1-2min,降钢温到1320℃(刚结膜冲膜状态)低温,精炼时间≥35min。
精炼温度1640℃,全过程可不充氩气,出钢温度1740℃,浇注240kg圆钢锭,浇注后期补缩充分,钢锭捂砂缓冷至90℃以下标识转锻造。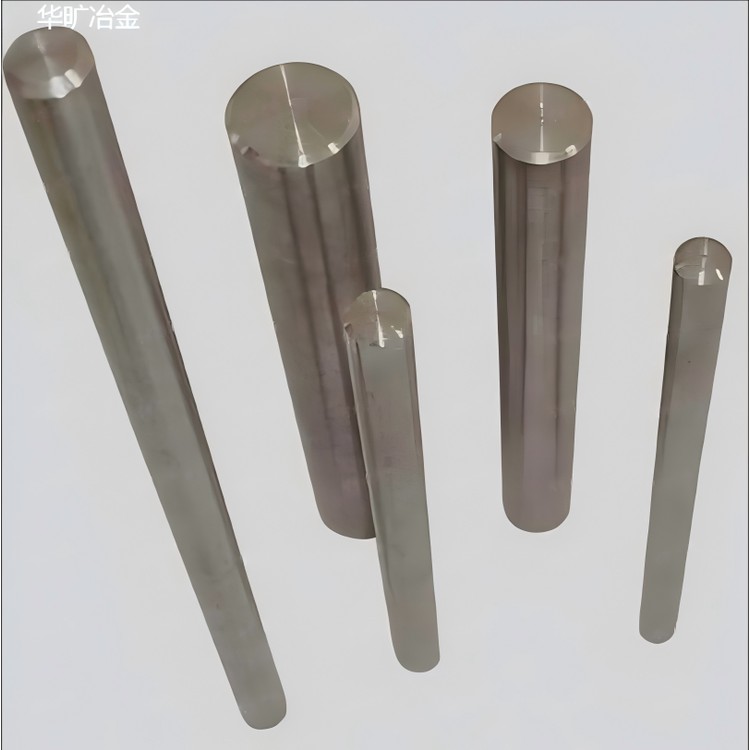
锻造处理
在1240℃的加热温度下,对棒钢加热40分钟;在960℃以上的精轧温度下对加热后的棒钢进行热锻。
锻造后用切割机对其进行切割,然后进入退火流程,退火温度为1060℃。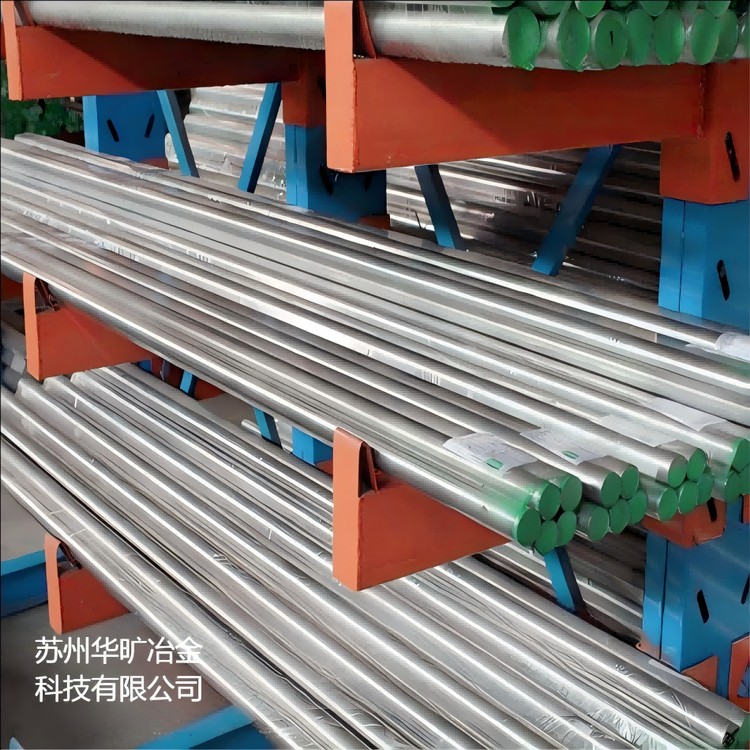
热处理
正火或调质处理:珠光体热强钢通常经过正火或调质后使用,以提高其综合力学性能和高温强度。
退火处理:马氏体耐热钢通过调质处理来稳定组织,铁素体钢则在650~830℃进行退火处理,快速冷却以消除内应力。
高温固溶和时效处理:奥氏体抗氧化钢采用高温固溶处理,奥氏体热强钢则在使用温度60~100℃条件下进行时效处理。