内蒙古乌海SPR铆钉,铝车身SPR铆钉多少钱
-
¥0.60
及时发货
交易保障
卖家承担邮费
普通自冲铆钉和加硬型自冲铆钉,分别铆接较软的铝板和较硬的钢板。 自冲铆钉的规格多种多样,可以是沉头、平头,也可以是圆头,铆钉直径主要有3毫米和5毫米规格两种,但是长度种类丰富,虽然种类品种丰富,在选用时,但是他们使用的自冲铆钉的差别比较小,选购时,选择合适的直径和长度即可。长度选取标准为总板厚加2毫米,直径根据连接的强度级别,选取3.3或5.3毫米的自冲铆钉即可。
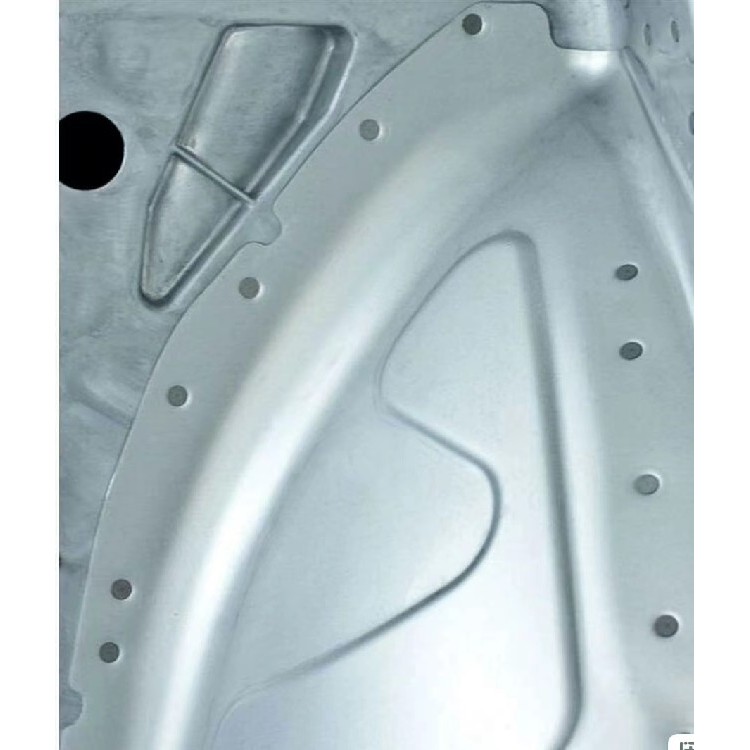
铝合金能否快速应用于汽车行业很大程度上取决于铝连接工艺的发展,特别是关于铝钢异种材料的连接工艺。SPR自冲铆接工艺克服了传统铆接工艺外观差、效率低、工艺复杂等缺点,实现冲、铆一次完成,连接过程不破坏板材的镀层,为汽车车身的连接开辟了新途径。
目前,SPR技术已成为欧美车型制造中的关键连接技术之一,并且成熟应用于宝马、奥迪、沃尔沃和美洲虎等汽车的铝钢混合车身连接中,其中美洲虎铝制车身连接中SPR铆钉的使用已达3000多个。
了使SPR工艺得到更广泛的应用,在此针对已有的国内外SPR工艺技术的研究现状进行归纳、总结,提出未来SPR工艺研究发展的趋势。
1SPR工艺过程及特点
1.1SPR工艺简介SPR
SPR工艺是通过液压缸或伺服电机提供动力将铆钉直接压入待铆接板材,待铆接板材在铆钉的压力作用下与铆钉发生塑性变形,成形后充盈于铆模之中,从而形成稳定连接的一种全新的板材连接技术。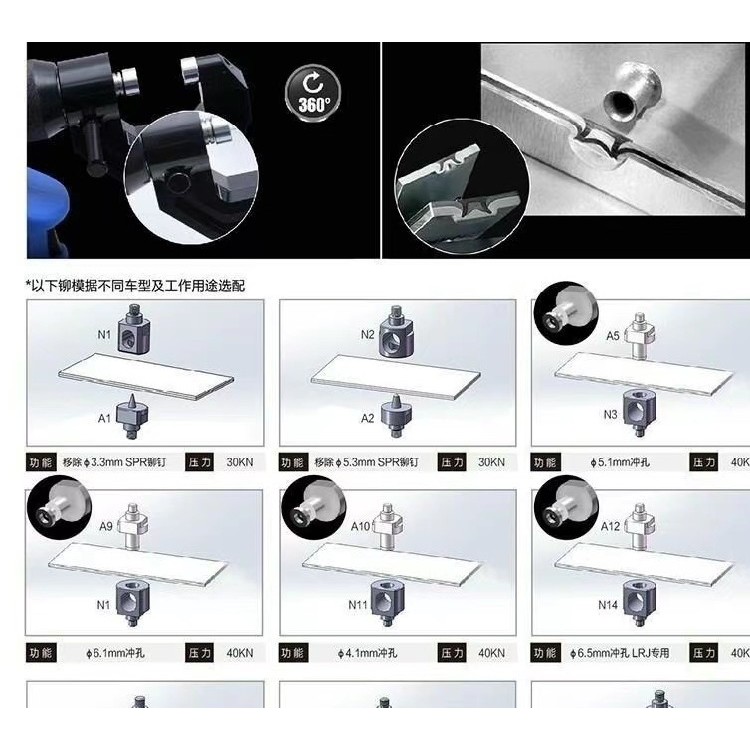
1)铆接设备的核心部位是冲头和凹模,铆钉形状的设计直接决定了接头的结合形式。当需连接的板材选定时,如何选取铆接设备和工艺参数使其达到佳匹配效果是主要的难点。
相关文献提出了板材-铆钉-模具的顺序设计思路,在重复大量的试验基础上,定量地阐述了铆接过程中主要工艺参数制定的原则,涉及到板材的选取,铆钉、冲头和凹模的设计计算。该设计体系较为特别,是目前国内研究中普遍认可的设计思路。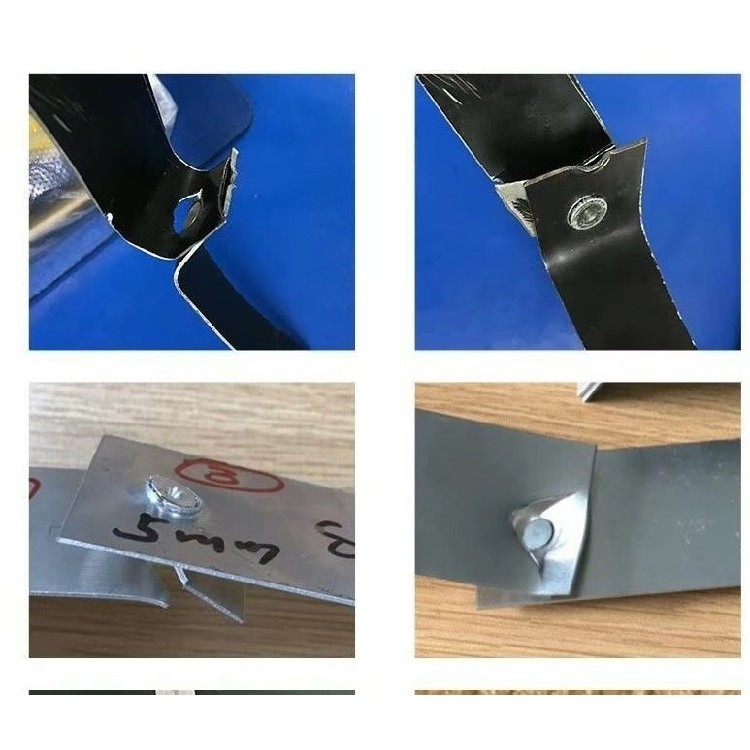
1)铆钉腿部直径和长度均受铆接板料总厚度影响,一般铆钉腿部直径应比被铆接板料的总厚度大1~2mm,铆钉总长度应比被铆接板料的总厚度大2~2.5mm。铆钉腿部越长,嵌入下层板就越深,接头的底切量增大,导致接头剪切强度增大,但腿部过长会刺穿下层板,导致铆接失效。
相关文献通过研究铆钉材料硬度和腿部尺寸两个参数,指出铆钉腿部变尖时,接头底切量增大,底部厚度增大,剪切强度增大,但接头剥离强度变化不大。铆钉材料硬度增加时,底部厚度减小,接头底切量变化不大,但铆钉腿部张开角度变小,导致剪切、剥离试验时铆钉容易从下层板中剥离,发生自锁失效。
(2)凹模对铆接效果的影响主要通过改变凹模直径和凹模凸台高度来实现。直径的变化影响凹模型腔的体积,凸台高度的变化则影响铆钉腿部张开的角度。