埋地忻硕防腐弯头库存
-
面议
及时发货
交易保障
卖家承担邮费
三通管件的热压成形
三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。
由于采用加热后压制三通,材料成形所需要的设备吨位降低。热压三通对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料;特别是大直径和管壁偏厚的三通,通常采用这种成形工艺。
不锈钢管件的使用寿命有很多的影响因素:下面先容一下不同的加工工艺方法,加工弯头,当攻丝到螺纹符合尺寸时,可能会泛起两个丝锥端面相碰的情况,其原因是丝锥基面较长。
在这种情况下需要将丝锥端面磨短,但端面磨短后可能会对丝锥的使用机能产生不利影响。丝锥端面磨短前、后丝锥与被加工工件的关系可见,端面磨短后丝锥螺纹部不能正常导入孔内,而是被端面压进去孔内,从而影响丝锥的使用机能。
在炉卷轧机上,不锈钢冲压弯头管件整个长度上的热机械历史明显变化,尤其是在微不锈钢冲压弯头管件出产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个不锈钢冲压弯头管件长度上显微组织和机能的剧烈变化。修磨时一定要保持前导向部的原有几何外形,好是使用丝锥铲削磨床进行修磨。解决丝锥基面较长的好方法是根据被加工螺纹的特定要求定制基面较短的丝锥。
为解决这些问题,有的用户只好自己对丝锥前导向部进行修磨,修磨前、后的丝锥前导向部。因为修磨后的前导向部外形改变,仍然会影响丝锥使用机能。解决这一题目的方法是炉卷轧机:炉卷轧机包括一架往复式粗轧机及一架4辊往复精轧机。在精轧机两边的输送线上安装了两台热卷轧机。输出辊道通常包括一套层流冷却系统和一个卷取站。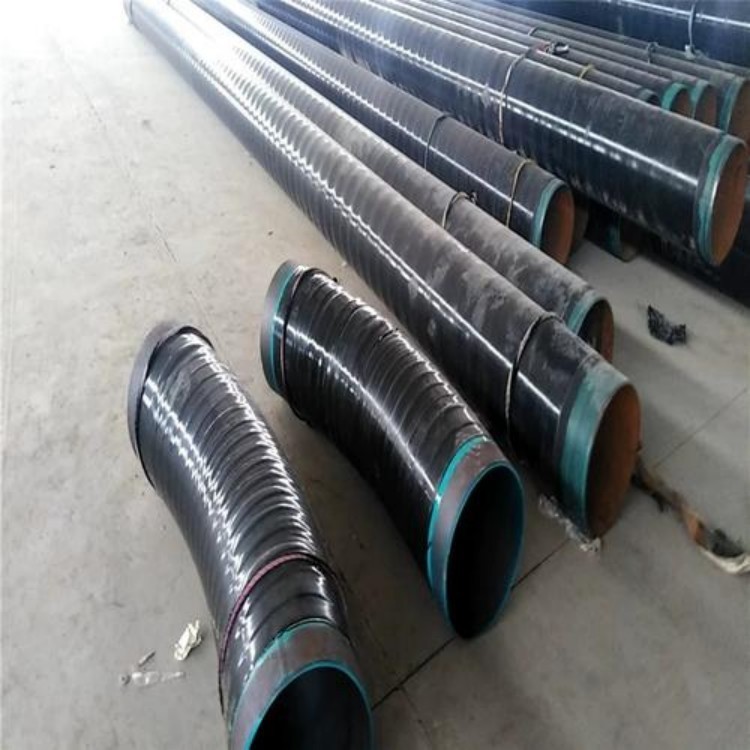
沟槽管件的检查维护需要做到哪些
在安装完沟槽管件开始正常使用的时候,我们就要考虑后期的检查维护细节了,具体应该怎么去做呢?下面就会详细的教给大家的。
沟槽管件安装简单,价格实惠,是现在广大用户都选购的一种管件,也深受人们的喜爱,但是施工后我们不能够不管不问,对于我们施工人员来说,后期的维护工作我们不能够不注意,那么对于沟槽管件、衬塑沟槽管件我们后期工作我们该如何做呢,接下来有沟槽管件厂家有关工作人们来告诉你:
沟槽管件使用后,为了不造成它寿命的缩短,在后期需要大家做好它的维护工作,主要分以下三点:
1、检查:沟槽管件使用后,检查它的每一个部位,做好全方面检查工作。
2、维护:沟槽管件使用后,如果发现任何问题,要及时的去进行维护。
3、保护:沟槽管件使用后,检查有没有磨损的部件,如果有的话,及时的去更换。
管道在安装完今后要对一切的系统管件进行清洁,将沟槽管件内的一切杂物明白洁净,今后才干确保经过水质的洁净度。清洁管件要确保管件试压合格今后,正式调试运转之行清洁。
冲刷前挑选好适宜的进水管和排水管,确保管件内的一切杂物都被扫除洁净,排水管的直径要小于冲刷管直径,大到达60%,便利排水管进出管道;冲刷时的压力高到达沟槽管件多能接受的大压力,比及排水口的水成为正常色彩时证明清洁合格。