苏州宽板沙钢中板
-
面议
及时发货
交易保障
卖家承担邮费
钢板数控切割加工件主要用于机床、工程机械、矿山机械、船舶、大中型变压器、大中型电机、锅炉、冶金机械、重型汽车、重型机械、模具等制造类企业,钢铁材料是众多企业消耗的主要原材料,可根据用户需要提供钢板数控加工成品以及钢板数控切割半成品。实现从产品图纸,钢板采购,钢板切割,钢板加工,钢板运输配送一站式服务,从而大限度的为客户节省人力物力,实现其原材料零库存和减少资金积压与减少设备的投入。
Q235B 沙钢 32*2200*12500四切理计
Q235B 唐钢 32*2500*12000两切磅
Q235B 恒润 35*2000*L四毛磅
Q235B 恒润 35*2200*L四毛磅
Q235B 唐钢 35*2200*12000两切磅
Q235B 沙钢 35*2200*L两切磅
Q235B 唐钢 35*2500*12000两切磅
Q235B 沙钢 35*2500*12500四切理计
Q235B 恒润 36*2000*L四毛磅
Q235B 恒润 36*2200*L四毛磅
Q235B 恒润 40*2000*L四毛磅
特厚碳板零割120*2000*9400 45#
特厚碳板零割125*1950*8700 45#
特厚碳板零割130*2200*7900 45#
特厚碳板零割135*1950*8100 45#
特厚碳板零割140*1900*7100 45#
特厚碳板零割145*1950*7000 45#
特厚碳板零割150*2200*6900 45#
特厚碳板零割155*2000*7200 45#
特厚碳板零割180*2000*6500 45#
特厚碳板零割190*2000*6100 45#
特厚碳板零割195*2000*5900 45#
特厚碳板零割200*2000*5800 45#
特厚碳板零割205*2000*5700 45#
特厚碳板零割210*2000*5600 45#
特厚碳板零割215*2000*5400 45#
特厚碳板零割220*2000*5300 45#
特厚碳板零割230*2000*5500 45#对外提供j沙钢卷板开平,钢板切割以及钢板外协加工各种机械零部件。钢板切割圆盘法兰、钢板切割圆环、钢板下料方块。以及钢板数控切割复杂的异型件、仿 形件。
钢板切割及钢板切割成品主要用于各种机械设备制造,模具制造、大型钢结构、重工企业、电力设备及船泊设备。我公司可根据客户提供的产品图纸,进行钢板切割及钢板深加工。
切割方法:钢板在切割小型部件时,焊q和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的办法是冷切割,例如水射流切割。若使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。
水下切割方法:限制和降低软化区范围的方法,在切割过程中使用水来楞伽钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:
切割热影响区小;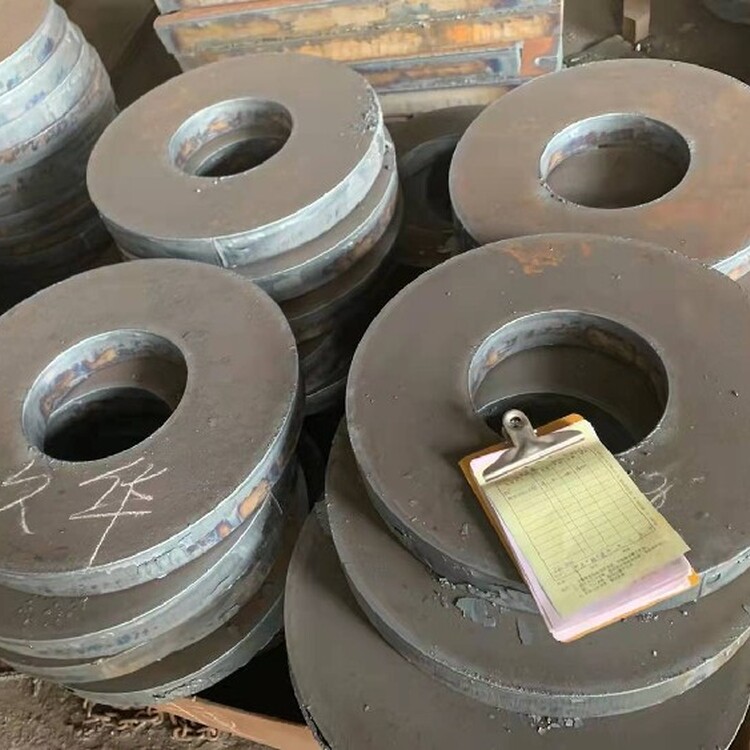
沙钢zp特厚钢板广泛适用于船舶制造,冶金机械,水泥机械,矿山机械等重工行业,其在于,钢板表面平整度,内在,无气孔,夹渣,开裂等瑕疵,无锡佳商特经贸有限公司,作为沙钢宽厚板*经销商,常年销售沙钢产的厚板,特厚板价格市场价,是你采购的沙钢板的be选择!
沙钢集团宽厚板生产线自04年投产以来,视质量为生命,对沙钢宽厚板出厂进行严格的检验检查,杜钢板表面以及内在的瑕疵,所有钢板一律进行出厂前的机械性能冲击,冷弯实验,以及探伤实验,确保钢板质量,公司本着对客户负责的经营理念,常年为广大新老客户供应的沙钢厚钢板,价格低,质量优,
是各大重型机械厂,矿山机械,水泥机械厂,石油机械厂采购的选择,用沙钢板质量有,采购沙钢板价格有
应广大钢结构和重型机械厂的要求,我公司与无锡无损有限公司经过长期合作,发现沙钢钢板厚度在150以下的三级探伤达到80%(zp板)二级达到50%,证明沙钢厚板内在质量是很好的,客户如果对钢板内在质量另有要求的,可以与我们联系探伤,探伤合格后,公司可以代出探伤报告,降低客户在在原材料采购方面的风险和成本。
切割效率一直被忽视,但它却是生产的重中之重。效率的高低直接影响到钢材利用率和切割质量。随着市场竞争的加剧和钢材价格的上涨,传统的切割已经不能满足大批量高的切割要求。应该对数控切割提出更科学的方法,来满足生产需求。
(1)套料切割
传统的切割方式已经不能满足目前我厂的生产现状,对于数量多而复杂并且形状极不规则的零件。但是通过计算机辅助技术实现整板套料和借边套料,提高钢板利用率,有效避免局部套料和局部切割产生的大量边角料,对剩余钢材进行重复套料和使用,使得钢板利用率大幅提高。
(2)借边切割
借边切割是节省切割耗材有效的方法。我厂直线边的零件还是挺多的,如抽油机游梁的侧板、顶板和底板,底座筒体的侧板等。使用计算机编程技术,合理的运用借边切割方法, 仅一次穿孔,就完成多个零件的连续切割,提高了生产效率的同时,也为我厂创下的经济效益。
刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。
, 刚开始使用数控火焰切割机时,由于不熟悉操作情况,将穿孔起点的距离为10-15mm,后随着使用时间的变长,我们发现将穿孔起点到需要切割的零件之间的距离定为割嘴的直径到半径就可以,一般为3-4mm即可。这样操作可以减少穿孔和预热时间以及降低氧气的使用量。